
Casting die design and manufacturing is the engineering process of developing precision molds and tooling systems for producing high-quality metal cast components with stable dimensional accuracy, efficient metal flow, long tool life, and reliable mass-production performance.
While The cost of casting die is large initial investment, compare to machined metal parts, until balancing the earnings and expenses, the customer makes up in mind to make a casting die to process casting parts in mass production. With acting with a high sense of responsibility toward our client, engineers will design and manufacture precision, long life time, high performance casting die to finish the custom project.
Contents Of Table
- What Is Casting Die ?
- Casting Die Design And Manufacturing
- Tscasting Technology Capacity For Casting Die Design And Manufacturing
- Conclusion
What is a die for casting?
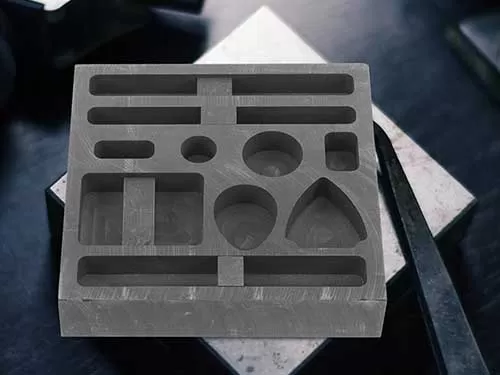
A casting die is a precision mold used in the die casting process to form molten metal into a required shape in different condition. Some ultra-precision and high precision miniature cast parts require integrated structure and tight-tolerance dimension, these parts are formed under sufficient pressure. While some medium or large sized cast parts are formed naturally with slow cooling. They all need a precision die, but the die is made of different material only.
1. Investment Casting Mold
An investment casting mold is a precision plaster shell mold used in the investment casting process to produce complex metal parts with high dimensional accuracy and smooth surface finish.
The mold is created by repeatedly coating a wax pattern with ceramic slurry and refractory sand until a hard plaster shell is formed. After the wax is melted out (“lost wax” process), molten metal is poured into the hollow ceramic cavity to form the final cast part.
They are destroyed after each use. Definitely a rough casting part can be formed when pouring molten metal into the mold. Once the metal cools and solidifies,the mold is then crashed (or broken in expendable mold casting) to release the final product.

2. Precision Machined Casting Die
With a specific process,which is integrated with casting die design and manufacturing. The molds are typically made from hardened tool steel. They withstand the high pressures and temperatures in die casting. Especially hot -chamber die casting machines are used to manufacture precision zinc cast parts with medium and small-sizes. But using cold-chamber die casting machines to produce aluminum cast components with large sizes, work at more high temperature, maintain regular mold repair and maintenance is available.


These casting dies processed in precision and quenced and enhance their durability and wear resistance, with excellent surface finish. Using them to provide high quality die casting parts in high efficiency during mass production and have a high volume production. So precision machined cast die design and manufacturing is complex and precision procedure.
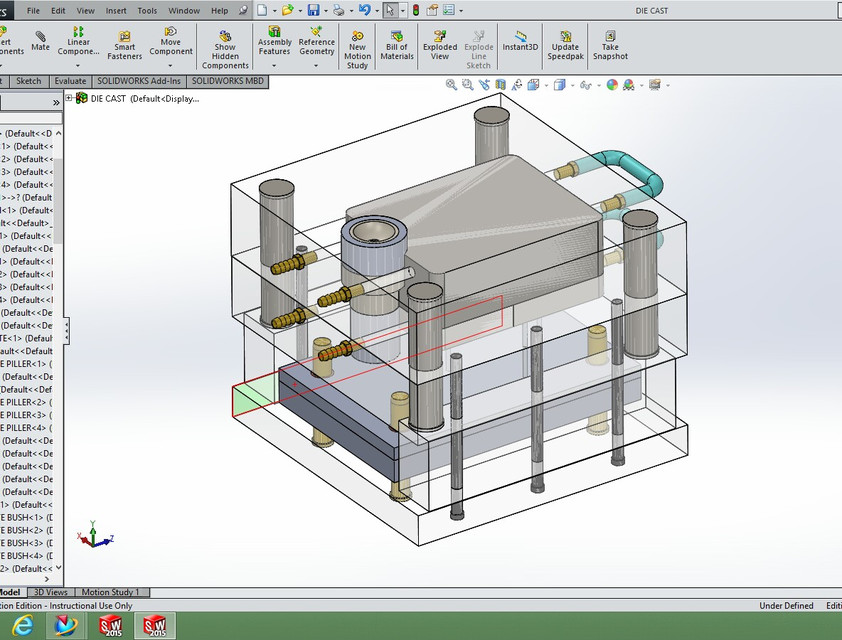
Precision Machined Casting Die Design And Manufacturing Guide
Precision casting die design and manufacturing is care and intricate procedure, which require well-experienced engineering team, advanced process equipment and regular quality control sytem. This ensures casting die design quality and high efficiency fabrication rate.
The Design For Casting Die
On basic of casting die design and manufacturing guide, the design should ensure efficient production, good quality, and cost-effectiveness in die casting process. Since die casting process forces molten metal is injected into a mold (die), and solidify, cool and eject the shaped part from the mold. May involve several technical factors like mold flow, cooling, and mold wear. Below are key points and considerations for the design for casting die .
1. Mold Flow Simulation Analysis
The metal flow is filling the cavity of the die fully in short time even to 1 to 2 second. During cooling, the molten flow get uniform cooling, crack and flow marks generation. Any misrun and large margin shrinkage cause the cast defects. Depends mold flow situation, improve and optimize initial mold design.
2. Wall Thickness
Even wall thickness is crucial for avoiding these defects like shrinkage, warping, and voids. Uneven walls can cause ueven cooling, leading to casting part cold shut or warpped. Wall thickness Tolerance ranges: 1.5 mm to 5 mm (thinner walls are possible with the right design), only fits mechanical casting die design. However, manual castng die wall thickness maybe thicker, this type of die casting part allows natual air cooling. Its surface is poor tough.
3. Draft Angles
Draft angles should be reasonable, which helps easy ejecting out the part from the die without damaging it. Once improper draft angles, the part may stick to the die and create defected part during ejection. We recommend that draft angles is 1° to 3° per side, which from our decades design experiences. More draft is necessary for deeper cavities.
4. Fillets and Radii
Avoiding Sharp corners when design the mold for casting parts. Designing some reasonable Fillets help ensure smooth flow of molten metal, reduce stress, and improve die life. Our engineers suggest that Minimum fillet radius from 0.5 to 1.5 mm, decided by part size and material.
5. Ribs and Bosses
Added Ribs can add strength and stiffness without significantly increasing weight. They can enhance the internal structure of the cast part only with using minimized material. Rib thickness should be 50-60% of the adjacent wall thickness. Bosses are for locking or fixing screws. Boss walls should not exceed 60-70% of the main wall thickness.
6. Undercuts and Complex Geometry
Additional sliding cores or side actions in the die, lead to increasing production complexity and cost. If undercuts are created, we should ensure the injection or casting part has a integrated structure and specific functionality. The above is considered for mechanical casting die design only. Therefore, manual casting die only makes some of simple and easier casting die parts, without undercuts and complex geometry.
7. Parting Line
The parting line generates with the line along which the two halves of the die close during die casting process. Minimize flashing (excess metal) and reduce material wastage is the vital point we focus on. Consistently improve and modify the mold, minimizing the crack of two halves while the die close seamly, when engineers design some precision mechanical casting dies. However, manual casting die has any consideration about parting line due to its poor filling requirement.
8. Ejection Pin Locations
Ejection pins push the cast part out from the die. Their locations should be considered carefully in the design process. Avoid these ejector pins damage the cast part, ejection pins are located in unvital area on the surface of the cast part, makes remain a good appearance and lower ejection mark on it, because mechanical casting die needs have a high efficiency production. However manual casting die allows natural die casting process. It is lower effective production.
9. Venting and Overflow
Designing Proper vent, extrude trapped air and gases from molten metal fills the die. Prevent defects such as porosity and incomplete fills can occur during die casting process. Designing reasonable overflow channels complete fill and smooth flow of metal, preventing air entrapment. Precision die casting part requires mechanical casting die to cast, ensure the perfect structure and fine suface finish of the cast part. However, simple, tough and loose dimensional cast part doesn’t require any venting and overflow design, only natural die casting.
By following the above considerations, we can design different casting dies depends on the requirements of cast part functionalities and applications. With our mold design experience of dozen years, well-experienced engineering team design the right casting die depends on the specific functionalities and applications.
Die Casting Project Quote
Professional OEM die casting factory to finish your project? If you want, please contact us by Email here !
Casting Die Manufacturing
Casting die manufacturing is the precision engineering and tooling production process of designing, machining, heat treating, assembling, and testing metal dies or molds used for casting metal components with accurate dimensions, stable quality, and high production efficiency.

1. Choose the Mold Material
Select high-grade tool steel or alloy steel for the mold to withstand high pressure, high temperature, and repeative wear from molten metal. Common materials include H13 steel,NAK80 steel for durability, thermal resistance and strong corrosion resistance.
2. Machining the Mold
Form the basic shape of the mold cavity using CNC milling or turning. Maybe Use EDM (Electrical Discharge Machining) or fine CNC machining for intricate features and detailed functionalities, such as detailed cavities and cores. Certainly Create channels for cooling, venting and overflow during casting. These detail treatment require tight tolerance dimensional and high surface roughness, ensure the cast die more high effective and miniming waste during running. Its tolerance should be ensured.
| Mold Feature | Typical Tolerance |
|---|---|
| General mold dimensions | ±0.02 mm |
| Precision cavity size | ±0.01 mm |
| Precision insert fitting | ±0.005 mm |
| Slide and core fitting | 0.003–0.008 mm clearance |
| EDM corner accuracy | ±0.005 mm |
| Flatness | 0.005 mm / 100 mm |
| Parallelism | 0.003–0.01 mm |
| Surface roughness | Ra 0.2–0.8 μm |
3. Heat Treatment
Focus on these mechanical steel casting die, We quence the mold components to enhance hardness, wear resistance, and thermal stability. Meanwhile, You should control the die casting molds precision accuracy. But manual casting die, which is simple and tough, maybe is made of plaster,sand and resin, without any heat treatment.
4. Polishing and Surface Finishing
Polish the mold cavity to achieve the required surface finish for casting part. Some molds maybe require having some texture and mirror effective on it. Commonly Apply surface treatments, such as nitriding or PVD coatings, to improve wear and corrosion resistance of the mold.
5. Assembly
Assemble the mold components, install the core, cavity, ejector pins, and guide pins on the mount of die casting machines. Test the fit and ensure proper alignment of the mold halves during die casting.
6. Test the Mold
Conduct a trial run on a die casting machine to test mold performance. Check for casting defects (e.g., porosity, misalignment), and make necessary adjustments until making a qualified first prototype and conform with industrial requirements. Metal casting die manufacturing is over.
The casting die design and manufacturing is a challengable project. From the creative design of die to intricate manufacturing process, and need engineers to collaborate to work with mold technician until prototyping test, at last make perfect casting die. And finish our rapid prototyping services.
Tscasting Technology Capacity For Casting Die Design And Manufacturing
- Sophisticated Engineering Team: Successful Project Cases Engineers.
- Advanced Precision Equipment: CNC Machining Centers, Nuberical Control Flat Grinding Machine and Milling Machines. tolerance range is ±0.02 mm
- Strict Quality Inspection: Fllowing International Quality Management System Strictly.
- Well-Experienced Mold Technician: Good Solutions For Troubleshooting Die Castings.
- In-house Tooling Design and Manufacturing Capability
Conclusion
In summary, a casting die is essential manufacturing tool in rapidly prototype make and mass production. Casting die design and manufacturing is complex process. Engineers should colloberate with tooling technician, process metal materials, form into specific configurations until have first sample trial. From design to manufacturing, we can provide professional visual moldel design and qualified final products because TangSheng Hardware Technolgy have its good solutions, advanced production equipment, can process high quality casting die following the industrial standard.