
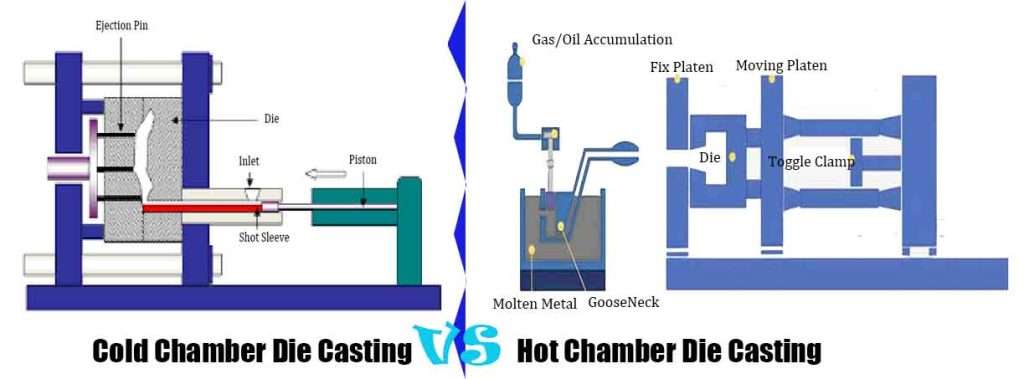
Cold chamber vs hot chamber die casting reflects two different process technique in modern industrial manufacturing. The two process technique are widely used to produce high-quality, precision metal parts, but they differ significantly in material selection, cycle times, energy consumption, and cost-efficiency for mass production.
The fundamental difference between cold chamber and hot chamber die casting lies in the types of metals they process. Cold chamber die casting is commonly used for aluminum, brass, and copper alloys that require higher melting temperatures, while hot chamber die casting is ideal for low-melting-point materials such as zinc, magnesium, lead, and tin alloys. Choosing the appropriate die casting process helps optimize production efficiency, product quality, and manufacturing costs. Today, let us to discuss the hot topic “cold chamber vs hot chamber die casting” in detail through the below aspects.
Understanding Cold Chamber Die Casting
Cold chamber die casting is a process in which the melton metal furnace is seperated from the machine completely, and require ladling the molten metal and feeding it intothe feeding shot and pushing the molten metal into the die with hydraulic piston and fill the die fully under high pressure, cooled and solidified and form as-cast part. Cold chamber die casting vs hot chamber die casting, it is suitable for higher melting points metal, such as aluminum, copper, stainless steel alloys.
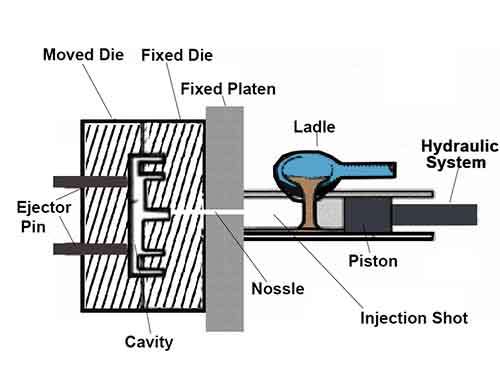
Cold Chamber Die Casting Work Principle
Cold chamber die casting is designed for alloys with higher melting temperatures, particularly aluminum and copper-based materials, where molten metal must be transferred into the injection system before casting. Ladling the molten metal from sperated furnace, then inject into the shot, under strong pressure driven by hydraulic piston, the higher temperature molten metal is pressed into the cavity, cooled , solidified and formed.
Suitable Die Casting Materials
| Metal Alloy Items | Grade | Characters |
|---|---|---|
| Aluminum Alloys | A380, A360 and ADC12 | Lightweight, Excellent corrosion resistance and high thermal & electrical conductivity |
| Copper | Brass and Bronze | Excellent thermal & electrical conductivity, High corrosion resistance and high hardness |
| Stainless Steel | SUS 201, SUS202, SUS 402, SUS 403 | High hardness, excelent surface finish and high corrosion resistance |
Typical Tolerance
Cold chamber die casting, especially for aluminum alloys such as A380, ADC12, and AlSi9Cu3, can achieve relatively tight dimensional tolerances compared to sand casting and permanent mold casting.
| Dimension Range | Typical Tolerance |
|---|---|
| Up to 25 mm | ±0.10 mm |
| 25 – 50 mm | ±0.15 mm |
| 50 – 100 mm | ±0.20 mm |
| 100 – 200 mm | ±0.25 mm |
| 200 – 300 mm | ±0.30 mm |
| Above 300 mm | ±0.40 mm or greater |
Advantages Of Cold Chamber Die Casting
- Suitable for higher melting point metal alloys, such as aluminum, iron, copper and stainless steel alloys.
- Equipped with specific melting furnace and overflow impurity
- Ladling the molten metal from separated molten pool and inject it into the die.
- Lower cooling and solidifying but forming fine surface finish as-cast part.
- Slower cast cycle and timely die & mold maintenance
- Cost-effective mass production
- Complex geometries design and strength structural steady
- Tight tolerance dimension process
Overview Of Hot Chamber Die Casting
In hot chamber die casting, molten furnace is integrated with the machine. Feeding the metal material into pow, and melting metal material and overflow impurities and keep purified and steady temperature molten material for injection. Though gooseneck mechanism, The hydraulic piston pushes the molten metal into the preheated die. Then under high pressure the molten metal flow fills into the die fully, cooled and solidified, the die is opened, the desired cast part is ejected out of the die. So Cold chamber die casting vs hot chamber die casting, hot chamber die casting is ideal for low melting point metal, such as zinc, lead and tin alloys. Hot Chamber Die Casting Is The Key Technique For Zinc Alloys Casting.
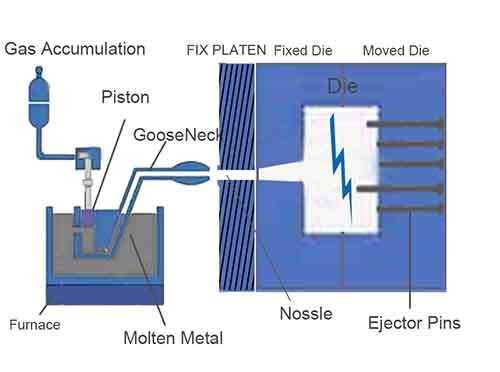
How Hot Chamber Die Casting Works
In the hot chamber die casting process, molten metal is continuously supplied from an integrated furnace to the injection mechanism. A hydraulic plunger injects the molten alloy into the die cavity under high pressure, where it quickly solidifies into a near-net-shape component with excellent dimensional accuracy and surface finish. The integrated furnace accept lower temperature melting, filtering impurity and remains consistent temperature molten metal.
Suitable Die Casting Material
| Metal Alloy Items | Material Examples | Characters |
|---|---|---|
| Zinc Alloys | Zamak 3, Zamak 5, ZA-8 | Excellent dimensional stability, High ductility & impact resistance and easy to cast |
| Magnesium Alloys | AZ91D, AM60B, AE44 | Extremely lightweight (~35% lighter than aluminum), Good stiffness & damping properties and excellent machinability |
| Lead Alloys | Lead | Very low melting point metal, high density, and soft, easy to cast |
| Tin Alloys | Tin | Very lowe melting point, under 200 degree, |
Typical Tolerance
Hot chamber die casting delivers high-precision cast parts with excellent dimensional accuracy, superior surface finish, and rapid cycle times. The process provides outstanding repeatability and process stability, enabling manufacturers to consistently produce high-quality components throughout long production runs.
| Dimension Range | Typical Tolerance |
|---|---|
| Up to 25 mm | ±0.025 – 0.050 mm |
| 25 – 50 mm | ±0.050 – 0.075 mm |
| 50 – 100 mm | ±0.075 – 0.100 mm |
| 100 – 150 mm | ±0.100 – 0.150 mm |
| 150 – 300 mm | ±0.150 – 0.250 mm |
Advantages Of Hot Chamber Die Casting
- Suitable for lower melting point metal alloys, such as zinc, magnesium, lead and tin alloys.
- Built- in molten furnace and overflow impurity
- Gooseneck mechanism and maintain fast molten metal injection
- Fast cooling and solidifying and forming fine surface finish as-cast part
- Fast cast cycle and longer die life
- Cost-effective mass production
- Tight tolerance dimension process
Die Casting Project Quote
China zinc die casting manufacturer to finish your project? If you want, please contact us by Email here !
Cold Chamber VS Hot Chamber Die Casting
From the below table comparison between the two type die casting process, we can find that there are their own features. Cold chamber vs hot chamber die casting, let us to have a clear understanding of cold chamber vs hot chamber die casting processes.
| Feature | Cold Chamber Die Casting | Hot Chamber Die Casting |
|---|---|---|
| Process Mechanism | Molten metal is ladled into a die and inject cast part. | Metal alloy is melted in an integrated furnace and injected directly and form the cast part. |
| Suitable Metals | High-melting-point alloys, such as aluminum, brass, copper, magnesium, lead and tin alloys. | Low-melting-point alloys (Zinc, Lead, Tin, some Magnesium). |
| Injection Pressure Required | Higher pressure (up to 200 MPa). | Lower pressure (typically 7–35 MPa). |
| Cycle Speed | Slower, requires manual ladling operation, and feed the molten metal into the inlet and start casting. | Faster, inject the molten metal into the die directly. |
| Die Life | Longer die life due to lower temperature and low wear consumption. | Shorter die life due to higher temperature wear |
| Production Volume | Medium to large batches. | High-volume production. |
| Cost Efficiency | Higher melting metal cost, and slower cast cycle | Lower mass production cost. |
| Geometry Sizes | Medium and large size die casting parts | Miniature die casting parts, accept complex geometries design |
| Porosity & Strength | Less porosity, stronger parts due to high pressure. | Good surface finish but slightly more porous. |
| Applications | Automotive (engine parts), aerospace, industrial. most used for lightweight applications | Electronics, small components |
When To Choose Which Process
Hot chamber and cold chamber die casting are two widely adopted manufacturing processes for producing precision zinc and aluminum castings. While hot chamber die casting provides exceptional cost-efficiency and rapid production for zinc alloys, cold chamber die casting is better suited for aluminum alloys requiring higher melting temperatures. Selecting the right process helps optimize product performance, manufacturing efficiency, and total production costs.
Choose Hot Chamber Die Casting If:
- Your material is zinc alloy.
- Production volume is high.
- Fast cycle times are critical.
- Small to medium precision parts are required.
- Cost efficiency is important.
- Minimal Secondary Process
Choose Cold Chamber Die Casting If:
- Your material is aluminum alloy.
- Large structural parts are needed.
- High mechanical strength is required.
- The alloy melting temperature exceeds hot chamber limitations.
- Lightweight precision components
Conclusion
The primary difference between cold chamber and hot chamber die casting lies in how molten metal is delivered into the mold. Hot chamber die casting offers faster production and lower costs for zinc and other low-melting-point alloys, while cold chamber die casting is the preferred solution for aluminum, brass, and copper alloys that require higher processing temperatures.




















