
Die casting has common two types of processes, which are cold chamber and hot chamber die casting processes is account for 80% overall die casting manufacturing industry. Cold chamber die casting is suitable for higher melting point metal alloys, such as aluminum, copper, iron and stainless steel. It is high energy consumption manufacturing process, Comparison to hot chamber die casting, which supporting low melting die casting process. Today, I will have an outline of cold chamber die casting process.
What Is Cold Chamber Die Casting ?
Cold chamber die casting is a metal casting process where molten metal is poured into a separate injection chamber (shot sleeve), then forced into a steel mold under high pressure to form precise metal parts. It is called cold chamber because the injection system is not permanently immersed in molten metal, unlike hot chamber die casting.
The cold chamber die casting main components:
- Separated Furnace (For high melting points metal melting pool)
- Gas Accumulation System
- Injection Shot Mechanism
- Nossle
- Piston
- Dies
- Ejector Pins
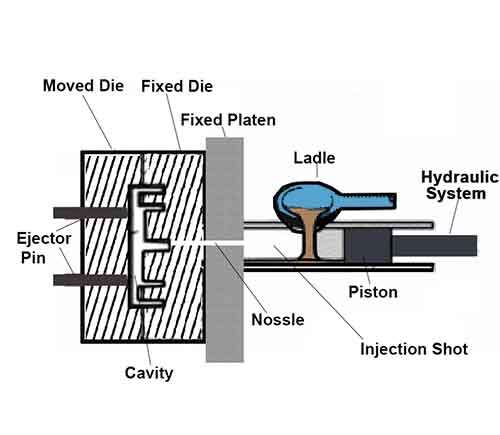
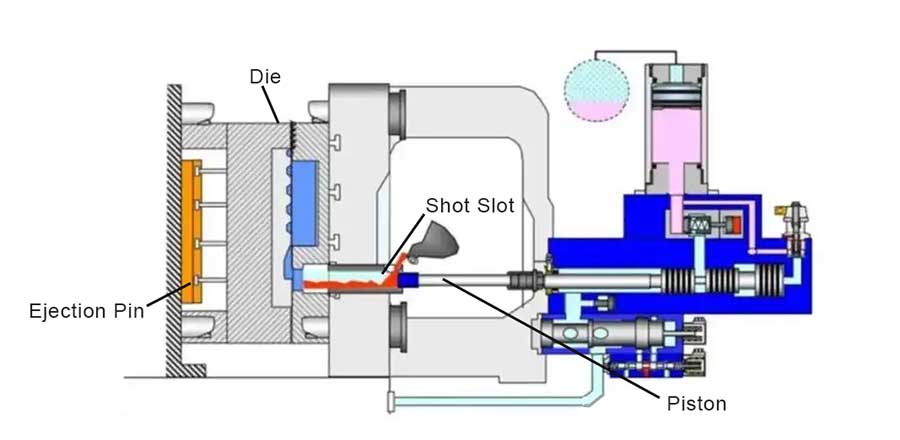
Cold Chamber Die Casting Principle
The process firstly requires melting metal in separated furnace, overflow the impurities within the molten metal, and maintain steady temperature and good fluidity metal in reservoir.
Ladling the molten metal from the reservoir, and pouring into the injection shot, die casting machine add pressure with gas accumulation and push the piston driving the melton metal into the pre-heated die.
Inside vaccum die, the molten metal fill the core and cavity of the die fully. And Cools the die and solidifies metal die casting part. The die opens, and eject out the cast part with ejecotr pins.
Materials Used in Cold Chamber Die Casting
High melting point metals used in cold chamber die casting must be melted at elevated temperatures before being transferred into the injection chamber for forming. The molten metal is then injected under high pressure into a steel die to create complex geometries and functional components.
Depending on their mechanical strength, thermal stability, and corrosion resistance, these alloys can be engineered into various die casting parts across industries such as automotive, electronics, telecommunications, and industrial machinery.
| Metal Alloy Items | Material Examples | Characters | Applications |
|---|---|---|---|
| Aluminum Alloys | A380, A360 and ADC12 | Very Lightweight, Excellent corrosion resistance and high temperature resistance | Aerospace, Automotive, Consumer Electrics industries |
| Copper Alloys | Brass and Bronze | Better Thermal & Electrical Conductivity, High corrosion resistance and High Hardness | Electrical components, tube fitting, valve and craft and gift. |
| Iron | Iron | High density, Rough Surface and Durability | Heavy machine main frame, chassis and countweight parts. |
| Stainless Steel | SUS 201, SUS202, SUS 402, SUS 403 | High hardness, excellent surface finish and High Durability | Heavy machinery components, tube fittings and jewellry. |
| Material | Strength | Weight | Castability | Main Use |
|---|---|---|---|---|
| A380 | High | Medium | Excellent | Automotive, housings |
| ADC12 | Medium | Medium | Very Excellent | Thin-wall parts |
| AZ91D | Medium-High | Very Light | Good | Electronics, aerospace |
Cold Chamber Die Casting Process Steps
Large-sized die casting components used in heavy industrial equipment, structural housings, and counterweight systems require excellent mechanical strength and dimensional stability. For these applications, Die casting manufacturers commonly adopt the cold chamber die casting process, especially when working with aluminum alloys, which is a key branch of the overall aluminum die casting process.
The cold chamber die casting process is carried out through a series of controlled and sequential steps to ensure high precision, consistency, and repeatability in mass production.

Step 1: Metal Alloy Melting
Melting these high melting points metal needs high volume heat energy, and overflow the impurities within the metal, maintain the steady temperature molten metal in reservior. Sometimes, workers should remove the top oxidation layer with shavel, ensure purifed molten metal. And have a sufficient preparation for pouring the molten metal. When molten metal is manually or automatically ladled, and poured into the cold chamber shot. This is mechanical action, replace labor operation, reduce some accidents for scald.
| Alloy | Melting Temperature |
|---|---|
| A380 Aluminum | 660–710°C |
| ADC12 Aluminum | 640–700°C |
| Magnesium Alloy | 630–690°C |
| Brass/Copper Alloy | 950–1,100°C |
The molten metal is degassed and cleaned to minimize gas porosity and oxide inclusions before casting.
Step 2: Mold Preparation
Precision molds and dies have a relatively high initial fabrication cost because engineers must consider tooling fatigue, thermal cycling, and creep resistance under continuous high-temperature and high-pressure casting conditions. So premium tooling steel is chosen to make the high precision cast die.
The die must also be properly preheated before production to stabilize thermal conditions and prevent casting defects such as cold shuts and flow marks. Die release agent is applied after each casting cycle to ensure smooth part ejection and to protect the die surface from wear and soldering.
During operation, precise alignment of the mold halves must be maintained to ensure accurate cavity formation. After solidification, ejector pins are activated to release the casting from the mold core safely and efficiently.
Step 3: Transfer Molten Metal And Pouring The Slot And Injection
The robotic arm ladles the molten metal from seperated furnce, pouring into the slot, The hydraulic or mechanical plunger forces the metal into the die cavity at high pressure, and fill the metal into the die fully quickly. These high melting points metal have a good fluidity, and forms high accuracy dimensions and fine surface finishing under high pressure. Pressure ensures strong integrated structure and fine surface of cast part, and minimizing post-process operations.
Step 4: Cooling & Ejection
The molten metal cools and solidifies inside the die when the metal is filled into the cavity of the die fully, The cold die casting machine starts water cooling system, cools the die, makes the metal inside the die solidifies in shorter time. The die opens, and ejector pins push out the casting part, and a cast cycle finished. The die close, proceed the next cast cycle.
Step 5: Trimming & Finishing
As-cast part require some post-processes for deburring. Depends on the specific requirements of process, the cast part, secondary operations (machining, polishing) may be applied. Such as polishing, grinding, bead blastering and other trimming operations. If necessary, some special cast parts is required to have other lustre and appeal aesthetic appearance, like chrome-plating, nickel-plating and anoziding.
Advantages Of Cold Chamber Die Casting
The cold chamber die casting process focuses on forming high melting point metals through high-pressure injection into precision steel dies. With well-controlled process parameters and advanced cold chamber die casting machines, manufacturers can achieve high efficiency and stable mass production of complex components.
Suitable for Higher Melting Points Metal Alloys
The prcoess is suitable for high melting point metal casting, its precise die and excellent metal fluidity creates tight tolerance dimensional cast part under high pressure. And is ideal for these metals , such as aluminum, copper, iron and stainless steel.
Separated Melting Furnace
To prevent the damage of the die casting machines from high temperature for high melting points metal, separeated melting furnace is set. Using High heat energy to melt the high melting points metal, and overflow the impurities within the metal alloy. And maintain the steady temperature purified molten metal in reservior for pouring.
Cost-effective For Small and Medium Size Parts In Mass Production
Small and Medium size parts require shorter time to cool and solidify, so mass production for small and medium size parts is cost-effective, since each cast cycle is faser and shorter time.Using high precision steel casting die to make tight tolerance dimensional cast parts under high pressure.
Flexible Geometries And Thin Walled Parts
The design for cast die is flexible, engineers design some specific appearance and complex functions. Like added boss, fillet and thin walled part. These precision design can be finished on computer design tool, and ensure accurative dimension of die castings.
Large Size Components
The cold chamber die casting suits high melting point metal casting, such as aluminum, copper, steel and iron. The process require low cooling method to form metal part, maybe air cooling or low cooling operation, avoid sudden cold shut or strong bend. these cast part like heavy chassis and base or frames.

Custom Cold Chamber Die Casting Manufacturer
With over 15 years of experience in metal die casting development and high-volume production. Experienced engineering team, advanced cold chamber die casting machines, precision spectrometers, quality inspection equipment, and skilled machine operators ensure that every project is completed efficiently and consistently. offering services for aluminum, copper, and steel alloys.
Aluminum Cold Chamber Die Casting Applications
Aluminum cold chamber die casting involves a relatively fast solidification process due to the high thermal conductivity and rapid heat dissipation characteristics of aluminum alloys.
Unlike processes that rely on external water or oil cooling systems for primary solidification control, the aluminum alloy itself naturally dissipates heat rapidly through the steel die. Aluminum cold chamber die casting is commonly applied across industries that require lightweight, high-strength, and cost-efficient mass production components.
- Automotive Industry: automotive structural and functional parts, aluminum die casting parts are lightweight, high-strength and machined easily. Achieve close-tight tolorance dimensional requirements of precision automotive components. A380 and ADC12 are common aluminum alloys in automotive industry.
- Electrical & Electronics Industry: High thermal conductivity,portable and wear resistance and corrosion resistance.
- Industrial Machinery: High temperatue resistance, wear resistance and high-strength.
- Aerospace & Transportation: weightlight, high strength, machining easily.
- Consumer Products & Smart Devices: Castable easily and wear resistance and durability.
With the rapid development of emerging industries and the electric vehicle (EV) sector, aluminum cold chamber die casting is increasingly being adopted to manufacture more complex, multi-functional, and high-precision structural components. These parts are widely used in lightweight automotive structures, EV power systems, and advanced industrial applications.
Cold Chamber Die Casting Defects And Solutions
Cold chamber die casting is widely used for aluminum, magnesium, and copper alloys, but defects can still occur due to high injection pressure, complex flow behavior, and rapid solidification. These common defects include porosity, cold shut, misrun, flash and flow mark. For die casting engineers, seek for effective solutions for reducing defects in practical die casting process can improve the quality of cast parts and increasement of mass production efficiency largely.
| Defect In Die Casting Process | Status | Inspection | Cause | Solution |
|---|---|---|---|---|
| Porosity | small gas pockets or shrinkage voids inside or on the surface of the casting. | Visual Look, Detect by X-ray detector | Entrapped air during high-speed injection, Poor die venting design, Inadequate solidification control | Improve die venting and vacuum system, Optimize injection speed and pressure, Use degassed molten aluminum, Uniformly cooling channels |
| Cold Shut | a visible line or weak joint where two metel flow fail to fuse | Visual look | Low metal temperature, Slow injection speed, Poor gate design or long flow distance | Improve melt temperature, Optimize gate and runner system, Increase injection speed, Improve die preheating |
| Misrun | Flaw part | Visual look | Insufficient injection pressure Low pouring temperature Thin wall or complex geometry Poor fluidity of alloy | Increase injection pressure,Improve alloy fluidity, Optimize part design, control temperatue |
| Flash | Thin excess metal appears at the parting line or ejector areas. | Visual look | Worn die surfaces, Excessive injection pressure, Poor clamping force, improper misalignment of halves | Increase clamping force, Repair or re-machine die surfaces, Improve die alignment system, Optimize injection pressure curve |
| Surface Flow Marks | uneven surface patterns | Visual look | Low die temperature, Poor gating system design, Excessive flow turbulence | Improve die preheating Redesign gating system for smooth flow Optimize injection speed profile Improve lubrication and release agent control |
| Die Soldering | residue on die surface | visual look | High die temperature Poor die coating Chemical reaction between aluminum and steel | Apply high-quality die coating Optimize die temperature control Use proper release agents Improve alloy composition control |
The solutions described above are effective for minimizing defects in the cold chamber die casting process. In practical production projects at TS Die Casting Technology, defects in cold chamber die casting are generally easier to control and resolve compared to hot chamber die casting.
Although hot chamber die casting requires lower initial investment, its process stability and defect control are more complex in practice. This is mainly due to the different thermal and material behavior during casting, as well as tighter process sensitivity.
In contrast, aluminum cold chamber die casting offers more stable process control, enabling better dimensional accuracy and consistent quality in mass production when parameters are properly optimized.
Design Guide For Aluminum Cold Chamber Die Casting
A successful aluminum die casting project begins with a comprehensive engineering design process that considers every stage of manufacturing, from product development to final delivery. An effective aluminum die casting design requires careful evaluation of the 3D product model, structural optimization, mold flow simulation, Design for Manufacturability (DFM) analysis, precision steel die design and tooling fabrication, stable mass production, secondary machining and surface finishing, quality inspection and testing, and secure packaging for transportation. By optimizing each stage early in the development process, manufacturers can reduce production costs, shorten lead times, improve dimensional accuracy, minimize casting defects, and ensure consistent product quality throughout high-volume production.
Precision aluminum die casting design is widely applied to the production of lightweight, high-strength, and complex components across numerous industries. Typical applications include automotive structural components, electric vehicle (EV) battery housings, motor and transmission housings, electrical and electronic enclosures, aerospace brackets and housings, marine hardware, industrial machinery, heavy-duty equipment, telecommunications components, medical devices, and consumer products. Combining advanced engineering analysis with precision tooling enables aluminum die castings to achieve excellent mechanical performance, corrosion resistance, dimensional stability, and long-term production reliability.
Below are the key aluminum die casting design guide.
- Wall Thickness Design: 1-3mm is ideal wall thickness
- Draft Angle Design: 1-3° is recommended tolerance.
- Fillet and Corner Design: Remain round filliet and corner, easily ejection.
- Gate and Runner Design: proper gate system, avoid turblance flow, improving runner.
- Venting and Air Exhaust: Smoothly entrapped air within metal escaped before solidifying.
- Shrinkage and Solidification Control: Simulation tool automatically adjustment.
- Rib and Reinforcement Design: Enhance integrated structure of cast part, without extra material.
- Parting Line Design: Handle of best balanced mold flow location.
- Draft for Manufacturability (DFM Rules): Product design optimization and optimation.
Cold Chamber vs Hot Chamber Die Casting
The main differences between cold chamber and hot chamber die casting are related to the machine mechanism, material melting temperature, cooling system design, and overall casting cycle time. These factors directly influence production efficiency, material selection, and final part quality.
In industrial manufacturing, engineers select the appropriate die casting process based on cost considerations, product specifications, dimensional accuracy, size, and functional requirements. The correct process selection ensures stable production performance and optimal component quality.
Die Casting Mechanism Difference
| Item | Cold Chamber | Hot Chamber |
|---|---|---|
| Metal melting | External furnace | Built-in molten bath |
| Injection system | Ladle + shot sleeve | Gooseneck system |
| Automation level | Medium | High |
| Machine wear | Lower thermal stress | Higher corrosion risk |
Cost Comparison
| Item | Cold Chamber | Hot Chamber |
|---|---|---|
| Tooling Cost | Higher cost tooling speel | Small block tool steel |
| Material melting Cost | High heat energy consumption leads to higer cost | Less heat energy consumption save more cost |
| Cooling Time Cost | Slow cooling results in more time spend | Fast cooling reduces time cost |
| Tooling Loss Cost | Works at higher temperature lead to shorten tooling life, shots in discount. | Works at lower temperature, extend tooling life, more shot whin tooling life |
| Secondary Operations Cost | More post-process cost | Smooth surface finish, minimal post-process |
Die Casting Parameter Comparison
| Item | Cold chamber | Hot chamber |
|---|---|---|
| Metal Melting point | 650–750°C | 380-430°C |
| Injection pressure | 20–70 MPa | 20 – 60 MPa |
| Cycle time | 20–90 seconds | 10-30 seconds |
| Die preheating Temperature | 150–250°C | 150°C – 250°C |
Conclusion
The cold chamber die casting belong to more popular die casting process, From the above information, the process has its own advantages, and it is suitable for high melting points metal alloy, the process method is different from hot chamber die casting, which carry with integrated furnace, direct pull the molten metal into the die through neckgoose mechanism, creat fast cast cycle. However cold chamber die casting is lower cast cycle, and often cast metal part with air cooling or low cooling method.



















