
Die casting has common two types of processes, which are cold chamber and hot chamber die casting processes is account for 80% overall die casting manufacturing industry. Cold chamber die casting is suitable for higher melting point metal alloys, such as aluminum, copper, iron and stainless steel. It is high energy consumption manufacturing process, Comparison to hot chamber die casting. Today, I will have an outline of cold chamber die casting: material, process and advantages.
What Is Cold Chamber Die Casting ?
Cold chamber die casting is a type of industrial manufacturing process in which the metal alloy should be processed at high temperature. So the metal melting furnace should be far from the die casting machine. Ladling the melton metal from the metal molten pool, injecting them into the slot and push into the the precise die and form the cast parts under high pressure. This process is favor of high melting points metal, such as aluminum, copper, stainless steel alloys.
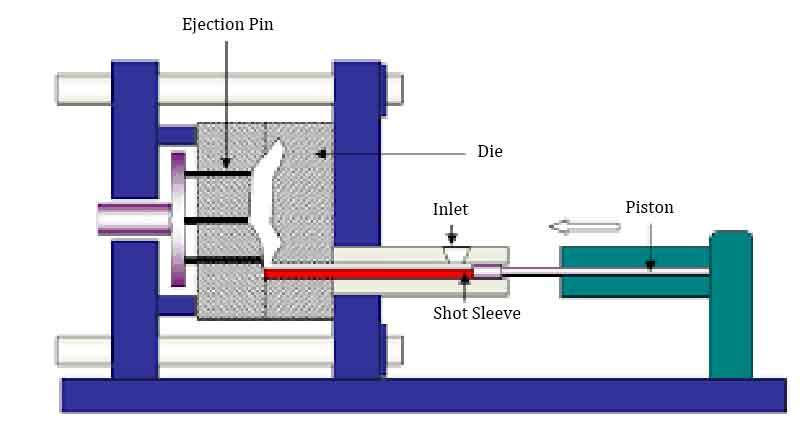
The cold chamber die casting main components:
- Separated Furnace (For high melting points metal melting pool)
- Gas Accumulation System
- Injection Shot Mechanism
- Nossle
- Piston
- Dies
- Ejector Pins
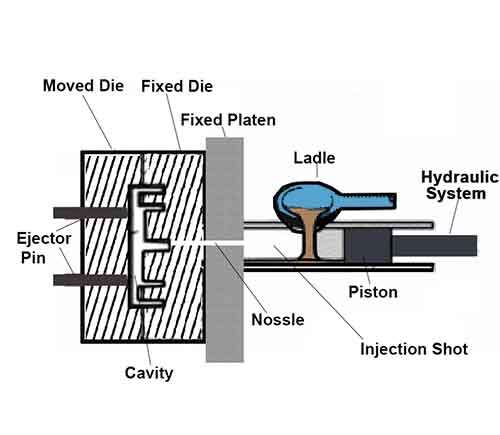
Cold Chamber Die Casting Principle
The process firstly requires melting metal in separated furnace, overflow the impurities within the molten metal, and maintain steady temperature and good fluidity metal in reservoir.
Ladling the molten metal from the reservoir, and pouring into the injection shot, die casting machine add pressure with gas accumulation and push the piston driving the melton metal into the pre-heated die.
Inside vaccum die, the molten metal fill the core and cavity of the die fully. And Cools the die and solidifies metal die casting part. The die opens, and eject out the cast part with ejecotr pins.
Material For Cold Chamber Die Casting
These high melting points metals need higher temperature to melt, inject into the intended shape and functional components. Depends on their own features, these metals can be processed into different die casting component in different fields.
| Metal Alloy Items | Material Examples | Characters | Applications |
|---|---|---|---|
| Aluminum Alloys | A380, A360 and ADC12 | Very Lightweight, Excellent corrosion resistance and high temperature resistance | Aerospace, Automotive, Consumer Electrics industries |
| Copper Alloys | Brass and Bronze | Better Thermal & Electrical Conductivity, High corrosion resistance and High Hardness | Electrical components, tube fitting, valve and craft and gift. |
| Iron | Iron | High density, Rough Surface and Durability | Heavy machine main frame, chassis and countweight parts. |
| Stainless Steel | SUS 201, SUS202, SUS 402, SUS 403 | High hardness, excellent surface finish and High Durability | Heavy machinery components, tube fittings and jewellry. |
Cold Chamber Die Casting Process Guide
Some large size cast parts required for heavy industrial equipment components and countweight, die casting manufacturers often produce these heay weight die casting components with cold chamber die casting machine, similar with aluminum die casting process. The cold chamber die casting process runs the below steps one by one.
Step 1: Mold Preparation
- The precise mold & die has a higher intial fabrication cost, and ensure a longer life time of it, and preheated and avoid cold shut and flow trace of cast part occurred.
- Die Release agent is sprayed after each cast cycle finished, and ensure the cast part ejected smoothly each time. Keep the halves of the mold is alignment with each other, and makes ejector pins eject the cast part from the core of the mold.
Step 2: Melting & Pouring
- Melting these high melting points metal with high volume heat energy, and overflow the impurities within the metal, maintain the steady temperature molten metal in reservior. And have a sufficient preparation for pouring the molten metal.
- When molten metal is manually or automatically ladled, and poured into the cold chamber shot. This is mechanical action, replace labor operation, reduce some accidents for scald.
Step 3: Injection
- The hydraulic or mechanical plunger forces the metal into the die cavity at high pressure, and fill the metal into the die fully quickly. These high melting points metal have a good fluidity, and forms high accuracy dimensions and fine surface finishing under high pressure.
- Pressure ensures strong integrated structure and fine surface of cast part, and minimizing post-process operations.
Step 4: Cooling & Ejection
- The metal cools and solidifies inside the die when the metal is filled into the cavity of the die fully, The cold die casting machine start water cooling system, cools the die, makes the metal inside the die solidifies in shorter time.
- The die opens, and ejector pins push out the casting part, and a cast cycle finished. The die close, proceed the next cast cycle.
Step 5: Trimming & Finishing
- As-cast part require some post-processes for deburring. Depends on the specific requirements of process, the cast part may be machined.
- Secondary operations (machining, surface treatment) may be applied. Such as polishing, grinding, bead blastering and other trimming operations.
Advantages For Cold Chamber Die Casting
Suitable for Higher Melting Points Metal Alloys
The prcoess is suitable for high melting point metal alloys, its precise die and excellent metal fluidity creates tight tolerance dimensional cast part under high pressure. And is ideal for these metals , such as aluminum, copper, iron and stainless steel.
Separated Melting Furnace
To prevent the damage of the die casting machines from high temperature for high melting points metal, separeated melting furnace is set. Using High heat energy to melt the high melting points metal, and overflow the impurities within the metal alloy. And maintain the steady temperature purified molten metal in reservior for pouring.
Cost-effective For Small and Medium Size Parts In Mass Production
Small and Medium size parts require shorter time to cool and solidify, so mass production for small and medium size parts is cost-effective, since each cast cycle is faser and shorter time.Using high precision steel casting die to make tight tolerance dimensional cast parts under high pressure.
Flexible Geometries And Thin Walled Parts
The design for cast die is flexible, engineers design some specific appearance and complex functions. Like added boss, fillet and thin walled part. These precision design can be finished on computer design tool, and ensure accurative dimension of die castings.
Large Size Components
The cold chamber die casting suits high melting point metal casting, such as aluminum, copper, steel and iron. The process require low cooling method to form metal part, maybe air cooling or low cooling operation,avoid sudden cold shut or strong bend. these cast part like heavy chassis and base or frames.
Very Light Weight
The aluminum alloy is far more lighter than other metal alloy due to its desinty is about 2.7g/cm³. Many aluminum die casting components are used widely in automotive, aerospace and construction industries. With strong strength, and endure wear and corrosion, maybe some aluminum die casting components are used for mechanical components for industrial equipment.
Conclusion
The cold chamber die casting belong to more popular die casting process, From the above information, the process has its own advantages, and it is suitable for high melting points metal alloy, the process method is different from hot chamber die casting, which carry with integrated furnace, direct pull the molten metal into the die through neckgoose mechanism, creat fast cast cycle. However cold chamber die casting is lower cast cycle, and often cast metal part with air cooling or low cooling method.



















