
In today’s advanced manufacturing industry, zinc die casting has become one of the most efficient and reliable metal forming technologies for producing complex, high-precision, and high-volume components. As an engineer with 15 years of experience in zinc die casting manufacturing, I have seen how proper product design directly determines tooling performance, casting stability, production efficiency, and final product quality. Hereby complete zinc die casting design for high-precision manufacturing as Valuable Engineering Reference.
A successful zinc die casting project is never only about mold manufacturing. The real foundation starts from high precision zinc cast part design, where structural optimization, manufacturability, dimensional control, alloy selection, and surface finishing are all considered before tooling development begins.
At TS Die Casting Technology, advanced engineering experience combines with modern production systems to help OEM customers achieve stable, cost-effective, and advanced hot chamber die casting solutions for automotive, communication, electronics, industrial hardware, and miniature precision components.
Zinc Die Casting Design Guide
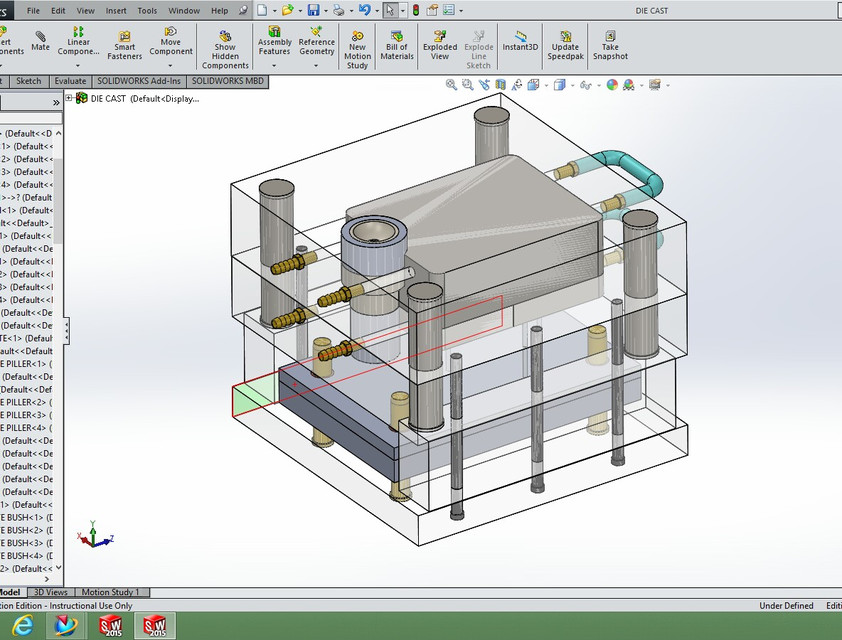
Product 3d Model Sketch And Mold Flow Analysis
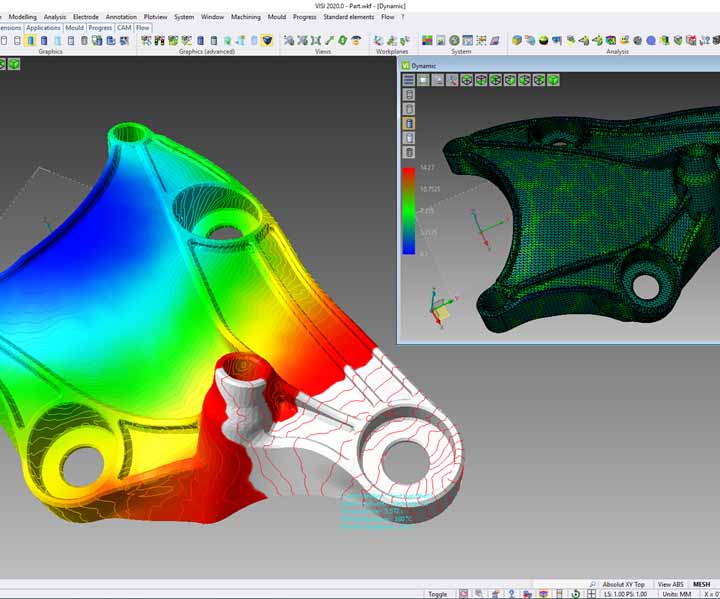
Product 3D Model Design is the process of creating a digital three-dimensional representation of a product before manufacturing. It is a critical step for zinc die casting, aluminum die casting. Well-experineced engineer uses some 3d design software, like CAD, Proe, UG and Solidworks to sketch custom 3d model of product carefully. Then import the model into mold flow software, MAGMASOFT, ProCAST, and FLOW-3D CAST are commonly used. Create The Cast die layout.
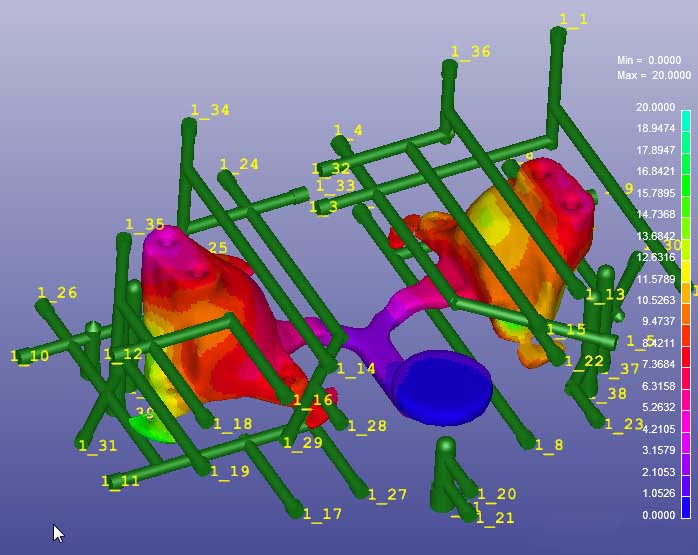
Filling Pattern Evaluation
Engineers analyze flow front progression, position filling squene and adjust velocity distribution, ensure Uniform cavity filling, Balanced metal flow and reduced turbulance in injecting molten metal.
Air Entrapment Prediction
Air entrapment is most common, Trapped air causes blister, porosity and surface defects. Added overflowing and filtering when melting metal available, improved venting channel, gate system, vacuum die cast is best.
Thermal Analysis
A good temperature handling can avoid cold shut, crack, flow marks and weld line. It enables maintaining high effective high quality zinc cast parts consistent output at mass production at high volume.
Structure of High Precision Mold Constraint
From practical engineering experience, the success of a zinc die casting project depends heavily on whether the product was designed specifically for die casting manufacturability.
Many design failures happen because products are created only based on appearance or assembly requirements without considering metal flow, shrinkage behavior, draft release, or thermal stress.
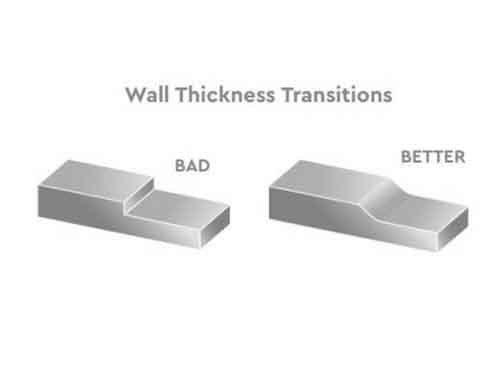
1. Maintain Uniform Wall Thickness
Uniform wall thickness is one of the most important rules in zinc die casting design. Typically excessively thick areas create shrinkage porosity,Internal voids,Thermal imbalance, Sink marks, easily lead to dimensional instability. Extremely thin areas may cause Incomplete filling, Cold shuts, result in weak mechanical strength. Recommanded thickness range
- Standard parts: 1.0 – 3.0 mm
- Miniature precision parts: 0.3 – 1.0 mm
- Structural components: 2.0 – 4.0 mm
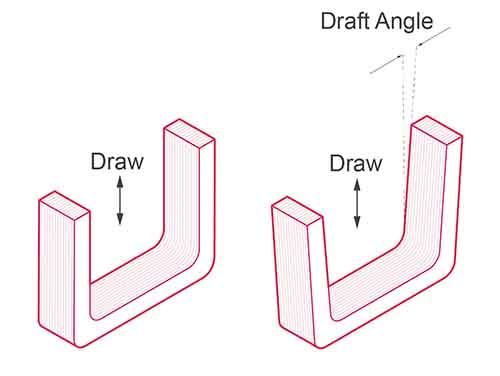
2. Proper Draft Angle Design
Every zinc cast part requires draft angles for stable mold release. Insufficient draft often causes ejector deformation, surface scratches, mold sticking, shorten tooling life. Recommended draft angle range:
- External surfaces: 0.5° – 1°
- Internal surfaces: 1° – 2°
- Deep cavity structures: larger draft required
If textured surfaces or electroplated parts, additional draft compensation should always be considered.
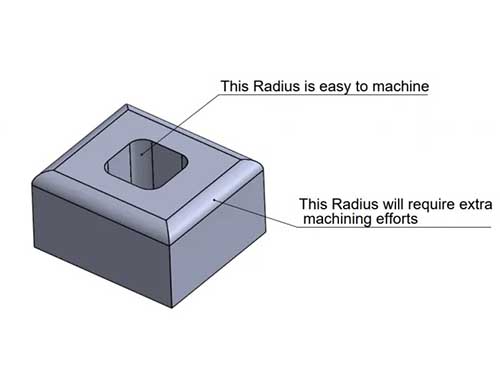
3. Radius and Corner Optimization
Sharp corners should always be avoided in high precision zinc cast part design. Internal radii improve molten metal flow significantly and reduce crack risk. Recommended Engineering Practice.
- Use generous fillet radii
- Maintain smooth metal flow paths
- Reduce thermal concentration
- Improve mold filling stability
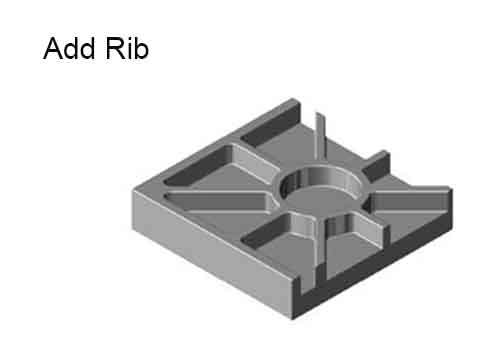
4. Rib and Reinforcement Design
Ribs are essential for improving structural strength while minimizing material consumption. Recommended Rib Thickness.
Rib thickness should generally be: 50% – 70% of adjacent wall thickness
Overly thick ribs commonly create: sink marks, porosity and uneven cooling.
Proper rib geometry improves stiffness without increasing part weight.
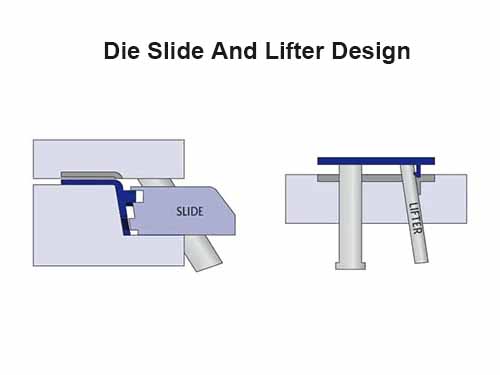
5.Die Slide And Lifter Design
Undercuts: Die Slide And Lifter Design can be used but add cost if possible. But the fuction can resolve the design of intricate structure and functionalities of the cast part. Engineers use pillars to create more holes in the cast part, and to realize more functionalities. Undercuts makes casting die more complex, but can cast more functional cast parts.
Undercuts and complex geometries can enhance functionality, especially some complex geometries and specific functionality parts are designed. They often require additional tooling design, such as cores or slides, which increase cost and complexity. How to cast complex geometries ? when we need consdering having a good zinc die casting part structure design, several points as following Iisted is attended.
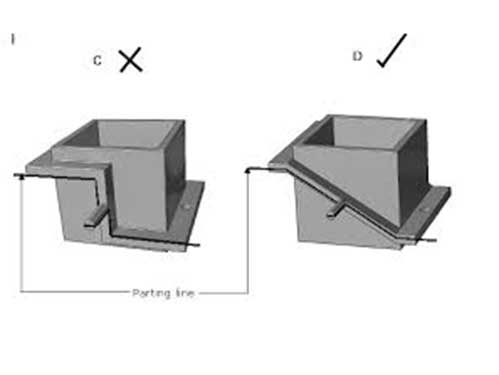
6.Parting Line & Ejection
keep consistent optimization of the cavity and the core of the die , and reduce the creak between the halves of the die, minimize flash & finishing work. Ejection Pins: Put the ejector pins on the non-critical areas, to avoid visible marks on critical surfaces, ensure high quality cast part.
- Common standard tolerances achievable with zinc die casting (e.g., ±0.025mm for critical dimensions and ±0.10mm for non-critical ones).
- Conduct detailed tolerance stack-up analysis during design, And ensuring all dimensions meet functional and assembly requirements.
7.Cooling System Optimization
Keep uniform cooling in die casting, ensure the molten metal fills into the cavity of the die fully quickly, allows uniform cooling after solidify.
Adding more cooling channel on thicker sections ,balance all mold flow accept uniform heat dissipation at same cycle time.
8. Tolerance Design
| Feature | Recommended Tolerance |
|---|---|
| Overall Length 100 mm | ±0.10 mm |
| Mounting Hole Position | ±0.05 mm |
| Bearing Bore | ±0.02 mm (machined) |
| Cover Sealing Surface | Flatness 0.05 mm |
| Decorative Surface | ±0.15 mm |
Precision Steel Die Manufacturing
After the engineering team completes the die design, the finalized high-performance mold drawings are released to the mold workshop. The mold technicians then begin procurement of appropriate tool steel and initiate precision CNC machining of all mold components, including the core, cavity, and complex internal cooling channels. Key systems such as the gating, venting, and positioning structures are also precisely manufactured and assembled. Through high-accuracy machining and assembly processes, the mold drawings are ultimately transformed into a fully functional, high-performance die casting tool ready for production.
Mold Material Selection
Choose the best steel among H13, SKD61, 8407, And finish tooling construction. The tooling must be ultra-precision cavity and endure impacts and frications in hundreds of thousand times. When zinc die casting works at low melting temperature, The tooling casting life from 500,000 to 1000,000 shots.


Precision Cast Die Manufacturing
The tooling steel is cutted, flat-grinding, and then using cnc machining center, Cnc turning lathes, EMD equipment and assisted CMM measurement instrument to process precision cavity insert, core insert and ejector pins. positioning gate location, develop venting channels and connect various thermal conductive pipes, and other component assemblies. Then amount the cast die on the plane of hot chamber die casting machine, adjust and align with two halves, prepare the die for verifying its performance. Engineers implement FIA strategy, rapid prototyping and deliver the sample with detail inspection report to customer for first sample of confirmation and mass production of approval.
Proper Zinc Alloy Selection
| Alloy | Process | Application |
|---|---|---|
| Zamak 3 | Hot chamber die casting | General |
| Zamak 5 | Hot chamber die casting | Higher Strength |
| Zamak 7 | hot chamber die casting | Better Fluidity |
| ZA-8 | hot chamber die casting and cold chamber die casting | Heavy Duty |
| ZA-12 | Cold chamber die casting | Lightweight , good strength |
| ZA-27 | Cold chamber die casting | High strength, best heat dissipation, |
Mass Production At High Volume
After the First Article Inspection (FAI) samples are approved by the customer, the project is released for mass production. The engineering team finalizes all validated die casting process parameters established during the trial production, including melt temperature, die temperature, injection speed, injection pressure, intensification pressure, cooling time, and cycle time. These parameters become the approved production standard for the project.
Based on the approved FAI report and process documentation, the engineering department prepares detailed Work Instructions and Standard Operating Procedures (SOPs) for each production workstation, including die casting, trimming, deburring, CNC machining, surface treatment, inspection, and packaging. Machine operators and quality inspectors follow these standardized documents to ensure every production batch is manufactured under the same validated conditions as the approved first article.
During mass production, process parameters are continuously monitored and recorded, while in-process inspections and Statistical Process Control (SPC) are performed to verify dimensional accuracy, surface quality, and product consistency. This standardized production system ensures stable quality, full traceability, and reliable high-volume manufacturing that meets automotive industry requirements.
Die Casting Project Quote
Find one of professional die casting factory to finish your project? If you want, please contact us by Email here !
Miniature Zinc Cast Part Design Challenges
Miniature zinc die casting represents one of the most technically demanding manufacturing areas. The design needs considering of the strength, tight-tolerance dimensional stability, integrated structure and strong corrosion resistance. These miniature zinc cast parts may be used for micro gears, electronic connectors, sensor housings, smart lock components, shielding parts in communication and medical precision accessories. So the special manufacturing process will face these severe challenges.
- Ultra-Thin Wall Filling: Miniature structures require highly optimized gate systems and injection speed control.
- Venting Precision: Poor venting easily causes trapped gas defects
- Mold Temperature Balance: Small parts are extremely sensitive to thermal variation.
- Flash Control: Miniature parts require exceptional tooling precision.
- Ejection Stability: Improper ejector design can deform tiny structures.
Through extensive manufacturing experience, TS Die Casting Technology has developed specialized solutions for miniature zinc cast part design and ultra-precision manufacturing.
High Effective Zinc Die Casting Manufacturability Accessment
A good zinc die casting design is not only functional — it must also support efficient mass production. This is the true meaning of high effective zinc die casting manufacturablity.
Engineering Principles for Manufacturability
- Reduce Complex side actions: More complex zinc structural part, tooling design more complex, tooling maintenance difficulty, makes production instability.
- Simplify Parting Line Structure: Extend the life time of mold, maintain dimensional consistency and eaily control flash.
- Optimize Gate Position: blancing filling, reducing porosity, ensure stable dimensional accuracy.
- Design for automated production: robotic hands, smart conveyor systems, disagent spraying automatically.
Common Zinc Die Casting Defects and Solutions
| Defect | Cause | Solution |
|---|---|---|
| Porosity | Thick sections, Poor venting, Improper gate design | Optimize wall thickness, Improve overflow layout and adjust filling balance |
| Flash | Excessive injection pressure, Poor mold locking and Worn tooling surface | Improve mold precision, Optimize clamping force and Refine parting surface design |
| Cold Shut | Low metal temperature, Poor flow path and thin-wll interruption | Improve runner layout, Increase filling speed and optimize gate location |
| Surface Sink Marks | Thick ribs, uneven cooling, excessive material concentration | Reduce local thickness, Add balanced reinforcement structure and improve thermal distribution |
Surface Finishing for Precision Zinc Cast Parts
Zinc alloy provides excellent compatibility with multiple finishing technologies, make zinc cast parts more smooth and aesthetics surface and extend the life time of the parts. Common die cast part surface finishings as the below approaches.
- Electroplating
- Powder coating
- E-coating
- Painting
- Polishing
- Sand blasting
- Chrome plating
- Nickel plating
- Black coating
Good surface finishing design should already be considered of burrs on the parts and the treatment of the rough surface of the part during product development. Sharp edge, deep blind holes and poor draft angles on as cast parts should be removed.
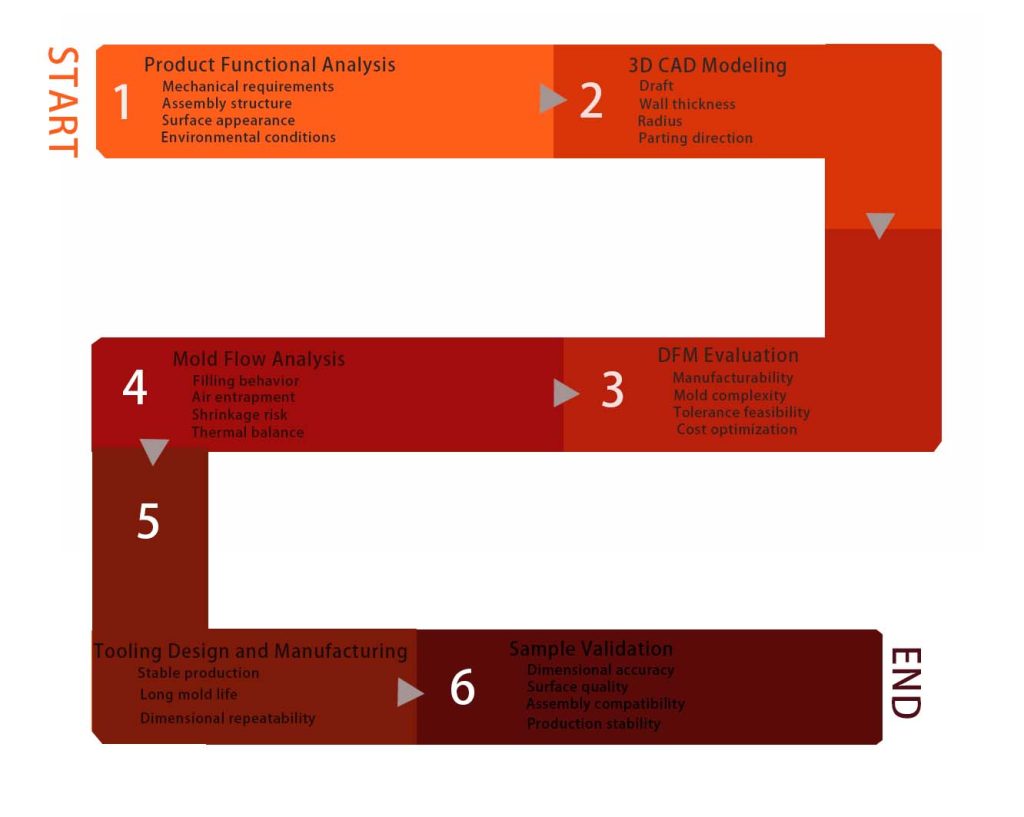
Engineering Design Workflow for Zinc Die Casting
Why Choose TS Die Casting Technology
TS Die Casting Technology provides complete OEM zinc alloy manufacturing solutions with strong engineering support and advanced manufacturing capability.
Conclusion
Successful zinc die casting manufacturing begins with proper engineering design.
Whether developing automotive zinc cast part design, miniature zinc cast part design, or high precision structural components, every design decision directly affects final production quality, tooling stability, manufacturing cost, and long-term reliability.
By combining advanced hot chamber die casting technology, engineering-focused DFM optimization, and practical manufacturing experience, modern zinc die casting manufacturers can achieve highly efficient, stable, and precision-oriented production systems.
With professional engineering support and strong manufacturing capability, TS Die Casting Technology continues to provide reliable custom zinc die casting solutions for global OEM customers across automotive, communication, electronics, industrial, and precision engineering industries.



















