
Die casting process becomes more and more significant in applications and cost-effectiveness. To meeting the demand of the market in the world, more and more die casting manufacturers begin to engage in production of various metal die casting components, involves of aluminum alloy die casting, zinc alloy die casting , copper die casting and stainless steel die casting. The die casting process can create diversity metal die castings with different molten metal and meet various requirements of industrial manufacturings. Today we will have a detailed explanation about die casting and advantages of die casting.
What is Die Casting ?
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter, and tin-based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high-volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small- to medium-sized castings, which is why die casting produces more castings than any other casting process. Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.
In order to ensure that die casting parts have complex geometries design and tight tolerance dimensions, Die casting manufcturer often introduce advanced die casting equipment and use high precision high quality steel mold, added with advanced die casting technique to produce a high volume cast parts with consistent quality in high efficiency. The die casting is higher effective manufcturing process and also creates more smoother surface finishing, compare to manual die casting process. Two main types of die casting technology included.

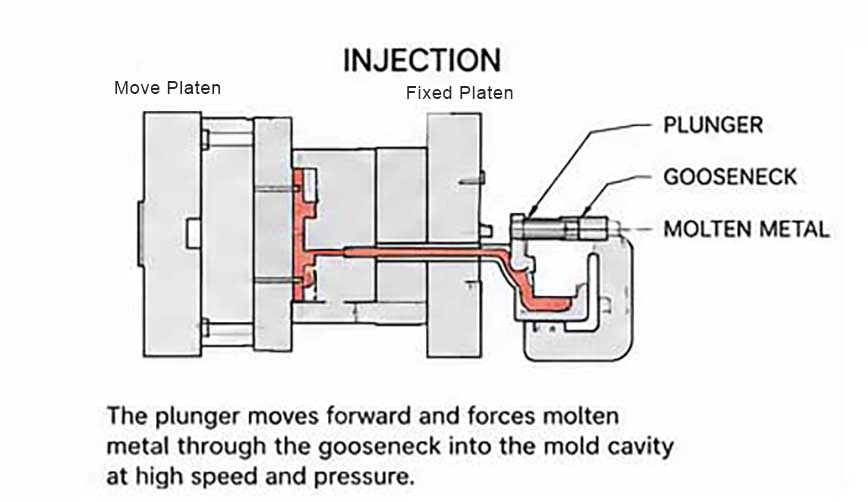
Hot-Chamber Die Casting
Integrated with the molten metal pot. Through gooseneck mechanism, pushing the molten metal into the heated die under high pressure, and cools and solidifies and forms the intended shape die casting part. It is primarily used for metals with low melting points like zinc, magnesium, and lead. The hot chamber die casting is favor of producing high precision,small and medium sizes die casting components with fine surface finish. Such as zinc alloy die casting parts.
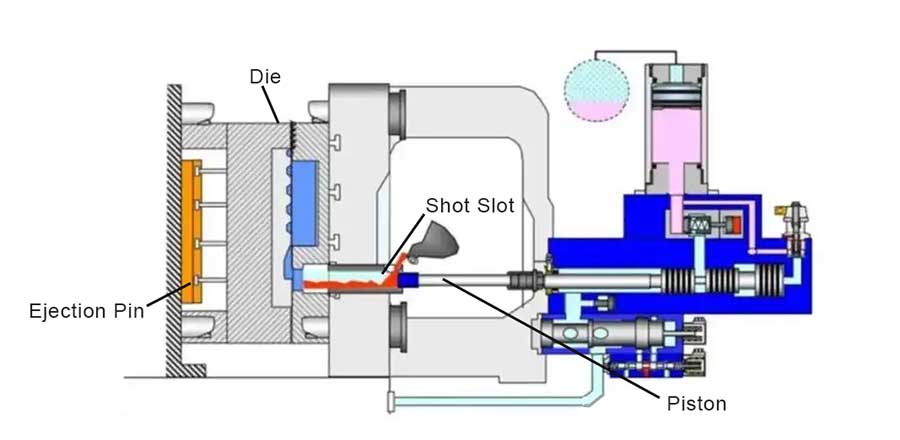
Cold-Chamber Die Casting
Ladling the molten metal into a cold chamber where it is then injected into the die under high pressure. Metal melton pot is apart from the die casting machine, becase the pot high temperature affects the machine temperature rigidly. This is suitable for metals with higher melting points, such as aluminum, copper, and some magnesium alloys. The cold chamber die casting is suitable for making aluminum die casting parts.
Cast Metals Are Suitable For Die Casting
The main die casting alloys are: zinc, aluminium, magnesium, copper, lead, and tin; although uncommon, ferrous die casting is also possible. Specific die casting alloys include: zinc aluminium; aluminium to, e.g. The Aluminum Association (AA) standards: AA 380, AA 384, AA 386, AA 390; and AZ91D magnesium.
- Zinc: the easiest metal to cast; high ductility; high impact strength; easily plated; economical for small parts; promotes long die life.
- Aluminium: lightweight; high dimensional stability for very complex shapes and thin walls; good corrosion resistance; good mechanical properties; high thermal and electrical conductivity; retains strength at moderately high temperatures.
- Magnesium: the easiest metal to machine; excellent strength-to-weight ratio; lightest alloy commonly die cast.
- Copper: high hardness; high corrosion resistance; highest mechanical properties of alloys die cast; excellent wear resistance; excellent dimensional stability; strength approaching that of steel parts.
- Silicon tombac: high-strength alloy made of copper, zinc and silicon. Often used as an alternative for investment cast steel parts.
- Lead and tin: high density; extremely close dimensional accuracy; used for special forms of corrosion resistance. Such alloys are not used in foodservice applications for public health reasons. Type metal, an alloy of lead, tin and antimony (with sometimes traces of copper), is used for casting hand-set type in letterpress printing and hot foil blocking. Traditionally cast in hand jerk moulds, now predominantly die cast after the industrialisation of the type foundries Around 1900 the slug casting machines came onto the market and added further automation, with sometimes dozens of casting machines at one newspaper office.
The material used defines the minimum section thickness and minimum draft required for a casting as outlined in the table below. The thickest section should be less than 13 mm (0.5 in), but can be greater.
| Metal | Minimum section | Minimum draft |
|---|---|---|
| Aluminium alloys | 0.89 mm (0.035 in) | 1:100 (0.6°) |
| Brass and bronze | 1.27 mm (0.050 in) | 1:80 (0.7°) |
| Magnesium alloys | 1.27 mm (0.050 in) | 1:100 (0.6°) |
| Zinc alloys | 0.63 mm (0.025 in) | 1:200 (0.3°) |
Tooling And Mold Design And Fabrication
Die casting tooling and mold fabrication are among the most critical factors affecting part quality, production efficiency, dimensional accuracy, and mold lifespan. A well-designed die casting mold can produce millions of precision parts consistently, while poor tooling design may lead to flash, porosity, deformation, and short mold life.
Main Stages of Die Casting Tooling Development
At Ts Die Casting Technology, well-skilled engineering team will implement the below steps one by one.
| Product Design Analysis
Before mold fabrication begins, engineers analyze the 3D CAD model carefully. High precision cast part should be ensured of its tight-tolerance dimension. These key factors are considered carefully, involve of surface finish requirements, wall-thickness uniformity, draft angles, parting line location, rib and boss design and fillet radius optimization. In another ones, others machine operation parameter is very important, they may cause misruns and short shot , similar defects.

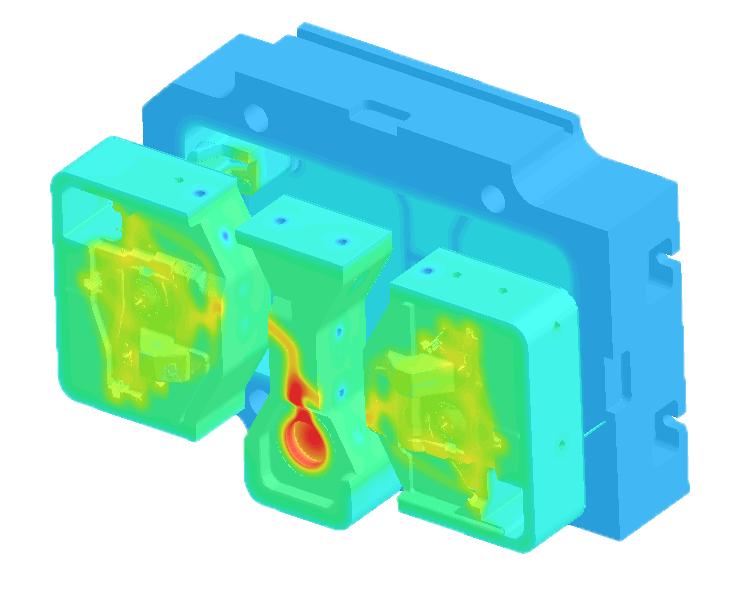
| Mold Flow Simulation
Modern die casting tooling development relies heavily on simulation software. These simulation software predicts some defects in die casting in advance, prompt engineer to modify and optimize the die casting design better for initial design. Common Softwares include these common tools which are MAGMASOFT, Flow-3D Cast, ProCAST and AutoCAST.
| Software | Core Strength | Best For |
|---|---|---|
| MAGMASOFT | Full process optimization | Automotive HPDC |
| FLOW-3D CAST | Fluid flow simulation | Gating & turbulence analysis |
| ProCAST | Metallurgy & FEM analysis | Aerospace & research |
| AutoCAST | Simplicity & affordability | Small foundries |
| Tool Steel Selection
The mold experiences repeated thermal shock and high injection pressure, so selecting suitable mold steel is essential. The below common tool steels have their own metal properties.
| Tool Steel | Feature | Typical Application |
|---|---|---|
| H13 | Excellent heat resistance | Aluminum die casting |
| SKD16 | High toughness | General die casting |
| 8407 | Premium hot-work steel | Long-life tooling |
| 1.2344 | High thermal fatigue resistance | High-volume production |
Tool life For zinc vs aluminum die casting: 500,000–1,000,000+ shots vs 80,000–200,000 shots.
| Die Casting Mold Structure Design
A properly designed mold structure affects not only the casting process itself, but also tooling cost, cycle time, product appearance, dimensional accuracy, and long-term production stability. These essential considerations is essential for mold structure design.

Parting Line Design

Runner and Gate Design

Venting System Design
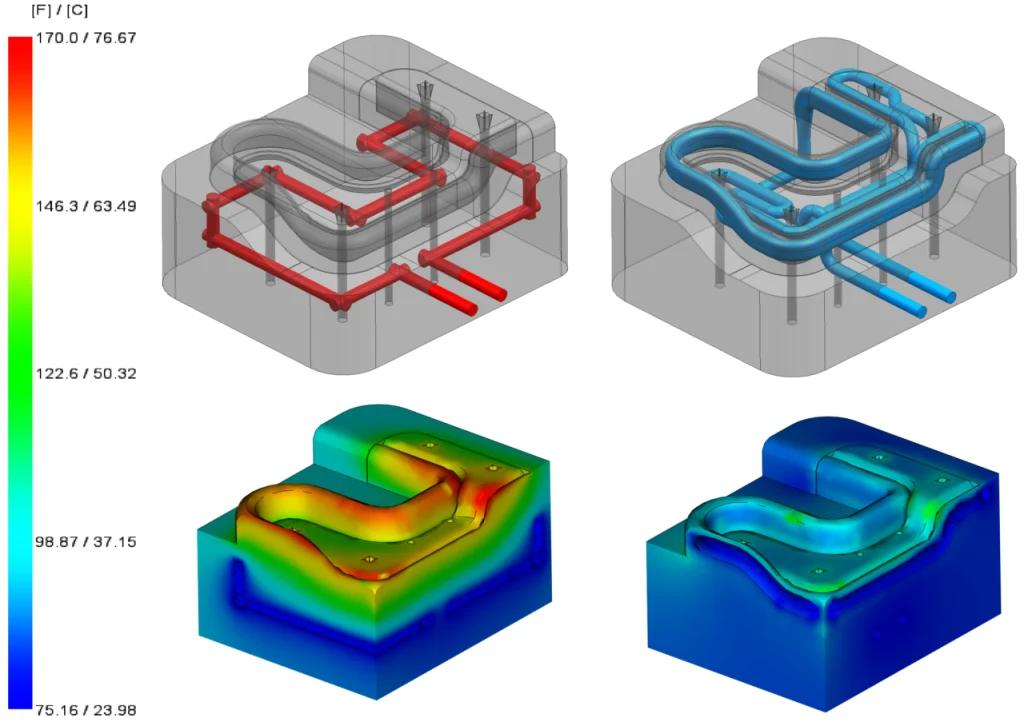
Cooling System Design
| CNC Machining of Mold Components
These Mold components are processed precisely by these cnc maching equipment, include cnc machining center, cnc grinding machine and EMD, all operations are finished in house.

CNC Machining Center

EMD Machine

Mold or Die Process In House
| Heat Treatment and Surface Treatment
Heat treatment improves hardness and thermal fatigue resistance, makes the surface of the cavity of die or mold more hardness, endure repeatedly impact and wear for mass production. and extend tooling life time.
| Tool Maintenance and Lifecycle Management
After machining, all tooling components are assembled carefully, mold technician mount the die or mold on the plane of die casting machine. Adjust and align the mold, minimal flash on parting line of cast part unitl the qualified part is cast.
Key Factors for High-Quality Die Casting Tooling
Precision Engineering
Experienced Mold Design Team
High-End Manufacturing Equipment
Get A Quote
China Die casting factory provide premium services, Send your CAD file to us for reasonable quotation.
Die Casting Process Operation Steps
The cast cycle ofen include the below main steps for casting high quality cast parts.
Step 1

Die Preparation And Install The die
The high precision die is mounted on the die casting machine. And adjust alignment of halves of the die, and conduct the cast cyle and preheat the cast die, Having a good preparation for part casting.
Step 2

Inject The melton Metal Into The Die And Form Cast Part
Through injection mechanism, that is gooseneck injection mechanism, the steady temperature molten metal is injected into the preheated cast die. In short time, the molten metal fill the die fully quickly.
Step 3
Cooling And Solidification
the molten metal flow fills the preheated die fully under high pressure. bring the uniform cooling on the surface of the cast part, and solidifying the cast part.
Step 4

Ejection
The shaped cast part is ejected out from the die. The workers will have a further post process, and trims the flashes on the part line and burs on the surface of cast part.
Step 5

Deburring
The trimmed flash and runners are collected for recycling (re-melting), often fed directly back into the furnace. The clean casting is now ready for any secondary operations, such as deburring, polishing, cnc machining and sand belt grinding etc.
Lubricants
Lubricants are also used to regulate die temperature. The cooling effect of die-lubricant spray depended on die surface temperature, fluid pressure, and lubricant chemistry.
After the deburring of the casting workers check carefully defects. The most common defects are misruns and cold shuts. These defects can be caused by cold dies, low metal temperature, dirty metal, lack of venting, or too much lubricant. Other possible defects are gas porosity, shrinkage porosity, hot tears, and flow marks. The inspection should be executed to reduce rework cost and time-consuming effectively.
Pros And Cons of Die Casting
Die casting is a high efficiency and versatile metal manufacturing process, with high precision die, advanced die casting machines and unique casting technology. Die casting manufacturer produces diversity die castings with high quality, and ensures the tight tolerance dimensional requirements and smooth surface finishing. Here is a balance for pros and cons for die casting.
| No | Pros | Cons |
|---|---|---|
| 1 | Tight Tolerance Dimensional Casting Parts | Only high-fluidity metals |
| 2 | Smooth Surface Finishing | Maintain Repeatability |
| 3 | Thin Walled Casting Parts | Casting weights have previously been limited |
| 4 | Inserts can be cast-in | Porosity existed on standard die casting |
| 5 | Reduced Waste Material | During the cooling process, some of the material stuffs the tiny crevices of the mold under pressure |
| 6 | Cost-Effective In Large Volumes | Consideration of Die Design Initially |
Variants by Injection Pressure
The dimensional tolerance and functionality on demand of cast parts decides different die casting process. the below common injection pressure die casting process is good reference for the right injection pressure choice.
High Pressure Die Casting (HPDC)
Injection pressure in the process is very high, extremely fast filling speed, mass production at high-efficiency. Some thinned-wall cast parts and comlex precision structrual parts is suitable for the process. like zinc and aluminum die casting processes.
- Low Pressure Die Casting (LPDC): Molten metal is pushed upward into the mold using low air pressure. With slow cooling, lower porosity, better mechanical stength, and suitable for large size parts, like wheels in automotive industry and Aerospace parts.
- Integrated die casting: The high-level integration of multiple separate and dispersed alloy parts through a large-tonnage die-casting machine. reduce manufacturing costs through one-time molding. avoid the number of parts needded assembly.
- Vacuum Die Casting: Remove gas inside molten metal by adding Refining agent or high pressure injection, gain vaccum die casting operation.
- Squeeze Die Casting: Combines casting and forging pressure during solidification.
- Gravity Die Casting: Molten metal fills the mold using gravity instead of high injection pressure.
Ts Die Casting Technology Die Casting Capability
Die casting tooling and mold fabrication combine:
- Engineering design
- Material science
- Precision machining
- Thermal management
- Manufacturing experience
- IATF 16949, ISO 9001 2008 And ISO 14001 Authorized Enterprise
- Various Surface finishing for die casting
For professional manufacturers such as T&S Die Casting, investing in advanced tooling design, mold flow simulation, premium mold steel, and precision fabrication technology is essential for producing high-quality zinc and aluminum die cast components with long-term production stability.
Conclusion
Die Casting is high effective, energy-saved and flexible design industrial manufacturing process, It requires considering of 3d model of product design, design the tooling at mass production and improvement and optimization of the cast die, precision steel tool fabrication, intial trial cast until finishing mass production for the product. The die casting supplier needs professional manufaturing experience and engineering design support, provide high quality die casting parts at cost-efficiency at large volume.



















