
Automotive aluminum die casting design plays a critical role in manufacturing high-precision automotive components with excellent dimensional accuracy, structural strength, and cost efficiency. By optimizing wall thickness, draft angles, rib structures, and material selection during the design stage, engineers can reduce casting defects, improve mold life, and achieve stable mass production. This guide explains the essential design principles, DFM considerations, and manufacturing techniques used to produce high-quality automotive aluminum die casting parts for fuel-efficency car and electric vehicle applications.

Introduction to Automotive Die Casting Design
Automotive aluminum die casting design is the engineering process of designing a metal component specifically for the die casting manufacturing process. It ensures that the part can be produced with high dimensional accuracy, excellent mechanical performance, low production cost, and high manufacturing efficiency while meeting the functional requirements of automotive applications. The design involves DRM Accessment Analysis, Selection of produce material and die casting types, Mold design and manufacturing, mass production. Even more secondary opertations, surface finishing teatments and package and transportation.
Modern automotive die casting design focuses on achieving lightweight structures, high tensile strength, and excellent corrosion resistance while reducing manufacturing costs and improving production efficiency. These advantages enable automotive manufacturers to produce stronger, lighter, and more durable vehicles that meet increasingly stringent fuel economy and emission regulations.
One of the most significant innovations is gigacasting, where large aluminum die castings replace dozens or even hundreds of welded steel stampings with a single integrated component. This approach simplifies vehicle assembly, reduces part count, improves dimensional accuracy, and increases structural rigidity.
Tesla has pioneered integrated aluminum die casting for electric vehicles by manufacturing large body sections, such as the front underbody and rear underbody, as single-piece castings. The company also utilizes aluminum die cast battery housings that combine lightweight construction with high structural strength, excellent thermal performance, and corrosion resistance. These innovations reduce vehicle weight, shorten assembly time, lower production costs, and significantly enhance the overall structural integrity and crash performance of electric vehicles.
As gigacasting technology continues to evolve, more global automotive manufacturers are adopting large-scale aluminum die casting for EV platforms, chassis components, battery enclosures, and body structures. Integrated die casting is becoming a key manufacturing trend that supports vehicle lightweighting, improved production efficiency, enhanced safety, and the scalable mass production of next-generation electric vehicles.
A good automotive die casting design aims to:
- Reduce vehicle weight
- Improve structural performance
- Increase dimensional consistency
- Reduce machining operations
- Lower manufacturing costs
- Shorten production cycle time
- Improve assembly accuracy
- Extend mold service life
- Minimize casting defects
- Enable automated mass production

How to Work
Aluminum die casting is a high-pressure manufacturing process that produces complex, high-precision components with excellent dimensional accuracy and high production efficiency. Follow the below steps to work
1. Melting aluminum alloy ingots in a controlled melting furnace at 660–720°C.
2. Preheat Mold, and ladling molten metal, and pouring into the slot , hyduralic piston drive the molten metal into the die under high pressure from 10,000 to 30,000 psi.
3. The cast part cools and solidifies inside the die.
4. The die opens, the rough die cast ejected from the die.
5. As-cast parts allows post-processes, finish surface finishing treatments on custom demand
Considering of high temperature operation of aluminum die casting, match robotic hands, smart conveyor mechanism and ultrasonic deburring machines, and require few labor, and eliminate labor error operations and humen being body hurt.
Why Aluminum Die Casting Is Widely Used in Automotive Manufacturing
Aluminum alloys offer an excellent combination of lightweight properties, high strength, corrosion resistance, thermal conductivity, and recyclability. Compared with steel, aluminum components significantly reduce vehicle weight while maintaining structural performance. So Many automotive components depends on aluminum die casting. Include the below applications in fuel-efficiency car and EV.
- Transmission housings
- Gearbox housings
- aluminum motor housings die casting
- aluminum EV battery housings die casting
- Inverter housings
- large aluminum die casting structural parts
These components are frequently exposed to harsh operating environments, including humidity, rainwater, road salt, mud, chemicals, oils, and temperature fluctuations, all of which can accelerate corrosion and material degradation. Aluminum alloys provide an ideal combination of high specific strength, excellent corrosion resistance, lightweight performance, superior thermal conductivity, and outstanding castability.
High Precision Automotive Aluminum Die Casting Design Engineering Factors
High-precision automotive die casting components require a systematic engineering workflow to achieve excellent dimensional accuracy, structural strength, surface finish, and production efficiency. From initial product design to mass production, each stage plays a critical role in ensuring automotive-quality die cast parts.
Aluminum Die Casting Product Design
Engineers design 3d moldel of product, and must pay attention to the below detail design and optimization.
| Part | Approx. Size | Weight | Wall Thickness | Draft Angle | Rib | Corner Radius |
|---|---|---|---|---|---|---|
| Bracket or link arm | 150 x 80 x 50 mm | 0.3–0.6 kg | 2mm | 1°–2° | ≥1 mm | |
| Motor mount | 250 x 180 x 90 mm | 1–2 kg | 3mm | 1.5°–3° | ≥1 mm | |
| Transmission housing | 500 x 400 x 300 mm | 8–12 kg | 3–5 mm | 3°–5° | 50–70% of adjacent wall thickness. | ≥1 mm |
| Battery tray (EV) | 1,200 x 1,000 x 100 mm | 15–25 kg | 2.5–4 mm | 1.5°–3° | 50–70% of adjacent wall thickness. | ≥1 mm |
Mold Flow Simulation
Engineers like to use these CAE(Computere-Aided Engineering) software to perform their design before making any cast parts. Such as the below well-known tesing tools.
- MAGMASOFT
- Flow-3D CAST
- ProCAST
- AutoCAST
These visual computer programme can perform mold flow analysis and diagnose some common defects in die casting, and at once employ mold structural optimization, without needing to make any tool to achieve high performance mold design drawing, save more time and much money for physical mold repair and modification.
Simulate Models
- Metal filling sequence
- Air entrapment
- Cold shuts
- Weld lines
- Temperature distribution
- Solidification sequence
- Shrinkage porosity
- Gas porosity
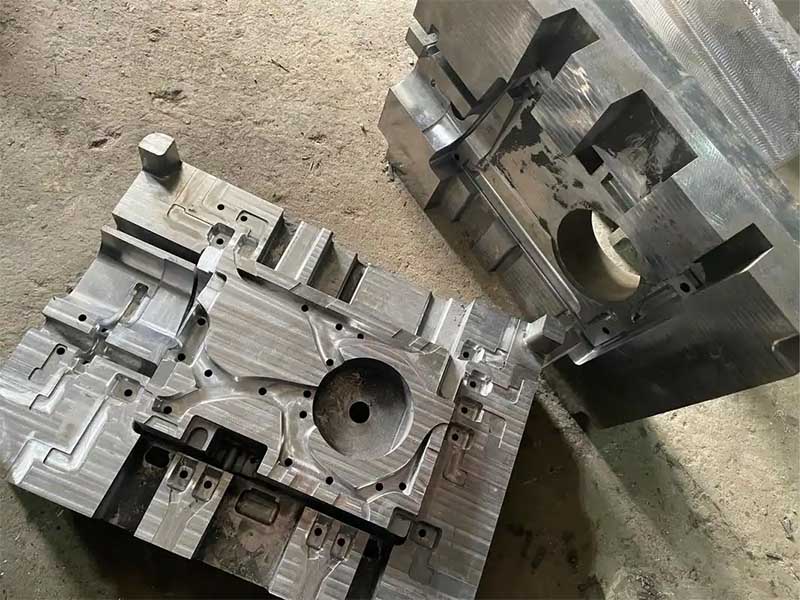
Precision Die Design And Manufacturing
A precision die needs many high precision mold components asseblies together, These precision components include fixed die, core insert, cavity insert, runner system, overflow wells, venting channel and gates, cooling channels and ejector pins. Some custom components need be processed by mold room in house, The premium tooling steel H3, SKD61, Dievar are commonly used for automotive molds due to their excellent hot-work strength and thermal fatigue resistance. Cutting into block, Rely on High-speed CNC machining, Wire EDM, Sinker EDM, Deep-hole drilling,Precision grinding, CNC coordinate measurement,Mirror polishing and other assisted PVD coating treatments, Required tooling steel die components are finished, some balancd regular steel parts can be bought on market.
After all die components have been manufactured, inspected, and assembled, the mold technician installs the fixed and moving die halves onto the platens of the cold chamber die casting machine. The die is carefully aligned and securely clamped to ensure precise positioning during the casting process. Cooling lines, hydraulic cores, sensors, and the die lubrication system are then connected and tested.
Before mass production begins, a trial casting run is conducted to verify the mold’s performance. During this stage, engineers evaluate die alignment, cavity filling, gate and runner performance, venting efficiency, cooling balance, ejection operation, and dimensional accuracy. The die casting process parameters—including melt temperature, die temperature, injection speed, injection pressure, intensification pressure, and cooling time—are continuously adjusted and optimized until stable, defect-free castings are consistently produced. Once the trial samples pass First Article Inspection (FAI) and meet all customer specifications, the mold is approved for high-volume production.
Mass Production At High-Volume
After prototype is confirmed and the mold is approved by the client, mass production at high-volume will be arranged. Engineer clerk make munal instruction for each operation station, and guide machine operator to follow strict die casting steps to operate.
1. Selection Of Aluminum Alloys
Different automotive components require different combinations of mechanical strength, corrosion resistance, thermal conductivity, pressure tightness, machinability, and dimensional stability. Engineers choose the aluminum alloy according to the component’s operating environment and functional requirements.The non-heat treatable aluminum die casting accepts various aluminum alloys.
- A380 Aluminum Alloy: It has outstand fluidity, allowing molten aluminum to fill thin-wall sections and complex geometries with high dimensional accuracy.
- ADC12 Aluminum Alloy: excellent casting fluidity, good wear resistance, and high dimensional stability, making it suitable for high-volume automotive production at a competitive cost.
- A360 Aluminum Alloy: excellent corrosion resistance and high pressure tightness. suitable for automotive components exposed to moisture, road salt, coolant, or chemicals.
- A383 Aluminum Alloy: thin-wall, intricate, or highly detailed components where superior mold filling is essential to avoid misruns and cold shuts.
- A413 Aluminum Alloy: High Mechaincal properties, has pressure-tight performance.
A380 vs ADC12 aluminum die casting
| Property | A380 | ADC12 |
|---|---|---|
| Standard | AA (North America) | JIS H 5302 (Japan) |
| Density | 2.71 g/cm³ | 2.72 g/cm³ |
| Tensile Strength | 310–345 MPa | 300–330 MPa |
| Yield Strength | 160–180 MPa | 150–170 MPa |
| Elongation | 2–4% | 1–3% |
| Hardness | 80–90 HB | 75–85 HB |
| Thermal Conductivity | 96–105 W/m·K | 90–100 W/m·K |
| Electrical Conductivity | ~23% IACS | ~22% IACS |
| Melting Range | 555–595°C | 560–595°C |
| Machinability | Excellent | Excellent |
| Pressure Tightness | Good | Good |
| Corrosion Resistance | Good | Good |
| Castability | Excellent | Excellent |
2. Melting Temperatuer Contol
Maintaining the correct aluminum alloy melting temperature is critical to producing high-quality automotive die cast components.
The molten aluminum temperature directly influences
- Metal fluidity
- Mold filling performance
- Solidification behavior
- Surface finish
- Internal porosity
- Mechanical properties
- Dimensional stability
- Production efficiency
Temperature is too low, and make a poor metal fluidity, causes easily misrun, cold shut, poor surface finish, incomplete filling and inaccurate dimension.
Temperature is too high: Excessively high melt temperatures increase oxidation and hydrogen absorption, causes easily shorten die life, gas porosity, excess thin flash, longer cooling time.
Maintain proper melting temperature, achieve very smooth surface finish, accurate dimisional stability, optimizing cooling time, address high-effective mass production on scale. Recommend proper temperature range from 660–720°C.
3. Injection Pressure
Provides the force required to inject molten aluminum into the die cavity at high speed, ensuring complete filling of thin-wall sections, intricate geometries, and fine details before the metal solidifies.
For most automotive aluminum die casting applications, the injection pressure typically ranges from 40 to 120 MPa, while the intensification pressure applied after cavity filling generally ranges from 60 to 150 MPa.
- Injection Pressure Is Too Low, can result in Cold shuts, misrun, poor surfae finish, incomplete filling and weak weld line
- Injection Pressure Is Too High, Excessively high injection pressure lead to Excessive flash, Die wear, and thermal fatigue,Mold erosion, Increased equipment load.
Maintaining stable injection pressure throughout the production cycle ensures complete cavity filling, minimizes casting defects, extends die service life, and supports consistent, high-quality mass production of precision automotive aluminum die cast components.
4. Cycle Time
For automotive aluminum die casting, the typical cycle time ranges from 30 to 120 seconds, depending on the component size, wall thickness, alloy grade, die complexity, cooling efficiency, and the level of production automation.
| Process | Cycle Time |
|---|---|
| Die closing and clamping | 1–3 s |
| Molten aluminum pouring into the shot sleeve | 2–5 s |
| Slow shot and fast shot injection | 0.05–0.30 s |
| Intensification pressure | 2–8 s |
| Casting solidification and cooling | 15–60 s |
| Die spraying and lubrication | 3–8 s |
5. Precision Tolerance
Aluminum die casting is capable of producing complex components with excellent repeatability and tight tolerances. However, the achievable tolerance depends on several factors, including component size, wall thickness, alloy selection, mold design, process control, and cooling conditions.
Typical Aluminum Die Casting Tolerances
| Feature | Typical Tolerance |
|---|---|
| Linear dimensions (as-cast) | ±0.25 mm |
| Flatness | 0.30 mm per 100 mm |
| Hole location | ±0.20 mm |
| Hole diameter (as-cast) | ±0.20 mm |
| Wall thickness | ±0.10 mm |
As Cast Parts Secondary Operation
These rough aluminum die casting components should be refined and achieve required surface roughness cast parts, Ts die casting technology provide shot blastering, sand belt grinding, viberation buffing and mirror polishing. Surface roughness range from 0.1um-3.2um. Depends on different finish treatment on custom demand, These machined cast parts allow chrome-plating, nickel-plating, anodizing, powder-coating and painting.
Die Casting Project Quote
Professional OEM die casting factory to finish your project? Please send 3d file to us for quick quotation !
Zinc Die Casting vs Aluminum Die Casting Design
Both zinc and aluminum die casting can produce complex, high-quality components, but their design requirements differ significantly because of differences in fluidity, melting temperature, shrinkage rate, strength, and casting characteristics.
| Design Factor | Zinc Die Casting | Aluminum Die Casting |
|---|---|---|
| Casting Process | Hot chamber die casting | Cold chamber die casting |
| Melting Temperature | ~420°C | ~660°C |
| Fluidity | Excellent | Good |
| Minimum Wall Thickness | 0.3–0.8 mm | 1.0–1.5 mm |
| Dimensional Accuracy | Excellent | Good |
| Surface Finish | Excellent | Good |
| Complex Geometry Capability | Excellent | Good |
| Tool Life | Longer | Shorter |
| Secondary Machining | Less required | More frequently required |
Aluminum die casting OEM supplier In China

Custom aluminum die casting automotive must meet stringent requirements for dimensional accuracy, mechanical strength, corrosion resistance, and long-term reliability. A qualified manufacturer should have the engineering expertise, manufacturing capabilities, and quality management systems necessary to deliver consistent, defect-free components for high-volume automotive production.
Advanced Cold Chamber Die Casting Machines And Automation Production Line
Tonnage cold chamber die machines (100 ton – 2000 ton),robotic arms,smart conveyor mechanism and ultrasonic viberation deburring machines, with few labor, reduce labor error operations or rework and humen being body hurt.
Engineering Design Support And Tooling manufacturing capability in House
From product model design, and DFM analysis aluminum die casting, mold flow simulation aluminum, AI die casting design optimization and precision cast die manufacturing, FAI strategy, ensure rapid prototyping service, supports mold improvement and fast responsive to any custom die casting project. Zinc die casting and Aluminum die casting.
Sound Dimensional Measurement Instruments
- CMM Measurement Instrument
- X-ray Detector
- Surface roughness Tester
- Micrometers
- Hardness Tester
Standard Quality System And Automotive Industrial System
- Casting tolerances are explained by ISO 8062.
- Automotive quality management is covered by IATF 16949.
- ASTM B85 gives the official standard for aluminum alloy die castings.
- Chemical compositions are part of SAE J452.
- The Production Part Approval Process, or PPAP, is part of the AIAG system.
A qualified automotive aluminum die casting manufacturer offers much more than casting production. They provide integrated engineering support, precision mold design and manufacturing, advanced die casting technology, comprehensive quality assurance, and complete secondary processing capabilities. By partnering with an experienced supplier that follows automotive quality standards and continuously optimizes its manufacturing processes, customers can achieve high-quality, cost-effective aluminum die cast components with reliable performance and consistent mass production.
Conclusion
In summary, automotive aluminum die casting design requires a balance of performance, manufacturability, cost, and quality control. Whether using higher or lower melting points metal alloys, strong design rules directly determine production efficiency and part reliability. Die casting manufacturer require to raise their congnition on die casting design, improve and optimize die casting design for automotive component continuouly, with their own diligent and wise, to create more challengeous die casting projects.


















