
To reduce defects in aluminum die casting requires controlling the entire process, from alloy selection and die design to casting parameters and post-casting inspection. Based on practical die casting production experience, the most effective approach is to identify the root cause of each defect and implement preventive measures before mass production.
Common Defects In Aluminum Die Casting
People found that there were the follow several common defects happens in aluminum die casting. Being similar with the occurances of zinc die casting defects through hot chamber die casting . In fluid mechanics, turbulence is commonly associated with irregular flow patterns and vortex formation. Fluid Dynamics. For die casting engineering, turbulent flow is one of the major causes for defects.
How Does Turbulent Metal Flow Form?
Turbulent flow forms when molten metal enters the die cavity too aggressively or irregularly.
The most common causes are:
- Excessive Injection Speed: The plunger pushes molten metal too fast, the liquid metal velocity becomes unstable, may cause splashing, vortex flow and wave collision.
- Improper Gate Design: Poor gate system design generates sudden directional changes, jetting and uneven cavity filling.
- Sudden Section Thickness Changes: The molten metal may create turbulent flow because of sudden thickness changes.
- Poor Runner System Design: Improper runners may cause metal collision, flow separation and backflow turbulence.
- Long Flow Distance: Molten metal travels too far and easily causes temperature drops, flow instability increases, even to oxide formation becomes severe.
- Air Entrapment Inside The Cavity: The turbulent metal flow creates air pockets, and flow mark and misrun.
Solutions For Common Defects In Aluminum Die Casting
die casting manufcturers should take some proper measurements to improve and optimize aluminum die casting issues so that minimizing defects occurance in aluminum die casting.
Gas Entrapment Defect
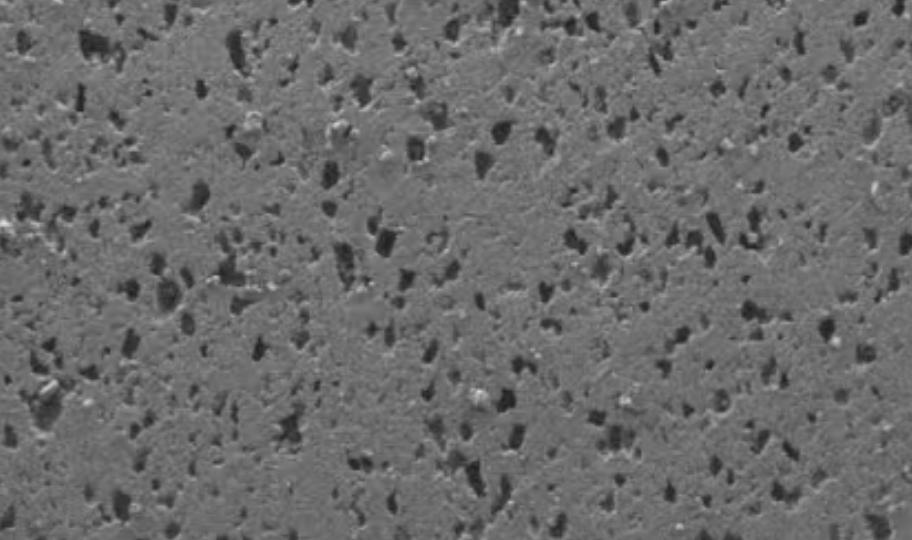
Gas entrapment is one of the most common defects in aluminum die casting. It appears as small round or spherical voids trapped inside the casting and is caused by gas becoming enclosed in the molten metal during the filling and solidification process. This is decided by aluminum metal properties, which generate large volume hydrogen when aluminum alloy is melton. So gas porosity typical o ccurrence is up to 40-60%.
Good solution : Remain consistent mold temperature and Improvement and Optimization For venting systetm, Extruding gas entrapped inside the molten metal with strong pressure. Or minimizing the gas with special gas disagent.
Cold Shut Defect
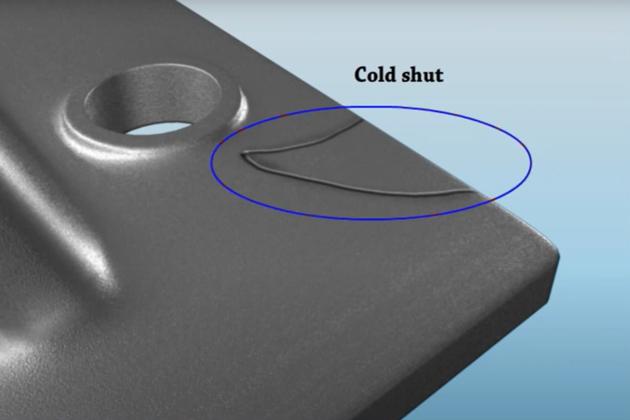
A cold shut is a common aluminum die casting defect that occurs when two streams of molten aluminum meet inside the die cavity but fail to fuse completely before solidification. The result is a visible line, seam, or crack-like mark on the casting surface.
Cold shuts not only affect appearance but can also reduce mechanical strength, pressure tightness, and fatigue resistance, making them particularly critical in automotive and structural components. Low metal temp, slow injection, not fill the die fully before the molten aluminum solidification, ununiform cooling, lead cold shut and hot short. Cold shut typical occurrence is up to 10-20%.
Good Solution: Preheating Mold, Stable die temperatures improve metal fusion significantly.Optimize Gate Design, Balance cavity filling, Prevent isolated flow fronts. Increase Injection Speed, filling the metal flow fully in the shortest possible time.
Excess Flash Defect
Flash is the thin, unwanted layer of aluminum that escapes from the die cavity and solidifies along the parting line, ejector pin areas, slide interfaces, or vent locations.
A small amount of flash is normal in aluminum die casting and is removed during trimming. However, excess flash indicates a process or tooling problem that can increase trimming costs, reduce dimensional accuracy, shorten die life, and increase scrap rates.Since excessive pressure, mold wear, more flash generates on the partline of the cast part. Excess flash typical occurance is up to 5-15%.
Good Solutions : Repair the wear die, maintain consistent molten temperature, adjust clamping force, select high purified aluminum alloy.

Shrinkage Defect
Shrinkage porosity (often called shrinkage) occurs because aluminum contracts as it changes from a liquid to a solid state. If there is not enough molten metal available to compensate for this volume reduction during solidification, voids or cavities form inside the casting. Uneven cooling, leads to the cast part wrapped and disformed. Shrnkage typical occurance is up to 10-15%.
Good Solutions: Optimizing cooling system, allow uniform cooling on the surface of the cast part, adjust injection pressure, makes metal flow fills the cavity completely. Optimize Gate Location, Delays gate freezing, Improves feeding.

Misrun
A misrun is a casting defect that occurs when molten aluminum fails to completely fill the die cavity before solidifying. As a result, part of the casting is missing, incomplete, or poorly formed.
Misruns are among the most serious die-casting defects because the part is usually unusable and must be scrapped. Insuficiant injection pressure, poor fluidity molten metal and unreasonable venting system and gates may cause misrun defect. Misrun typical occurance 5-10%.
Good Solutions: Remain consistent metal temperature and mold preheated temperature, adjust injection pressure, and optimize venting system and gates.

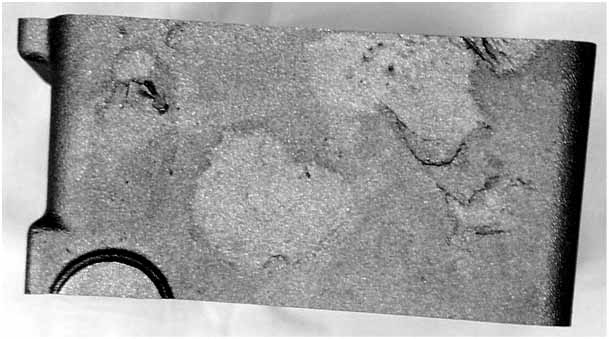
Soldering
Soldering (also called die soldering or die sticking) is a defect in which molten aluminum partially adheres to the die surface during casting. After ejection, small amounts of aluminum remain welded to the die cavity, gradually building up on the tool surface. Unlike flash, porosity, or cold shuts, soldering is primarily a die-metal interaction defect that affects both the casting and the mold. Inadequate tempeature management and surface damage on the die cuases soldering defect.
Good solutions: Improved coolant flow, Optimized channel placement, polishing and coating the surface of the die, spraying release mold agent regularly. Adjust metal molten temperature and die temperature.

Blistering
Blistering is a surface defect in which raised bubbles, bulges, or swellings appear on an aluminum die casting. Blisters often become visible after secondary operations such as:
- Powder coating
- Painting
- Anodizing
- Heat treatment
- High-temperature service
The defect is usually caused by gas trapped beneath the casting surface that expands when exposed to heat.Air entrapped on the surface of the parts.
Good solutions: Select vaccum die casting, improve venting system, optimize injection parameters.
Flow Marks
Flow marks are surface defects that appear as streaks, lines, waves, ripples, or discoloration patterns on an aluminum die casting. These marks typically follow the direction of molten aluminum flow and are caused by irregular filling and cooling of the metal inside the die cavity. Molten metal does not flow smoothly and uniformly through the die cavity.
Good solutions: Remain consistent metal molten temperatue and die preheated temperature, optimize venting system and gate loctions, adjust injection speed.

What’s Your good idea?
Do you really want to Cater finishing your project ? please contact our engineer team .
How To Reduce Defects In Aluminum Die Casting
To reduce defects in aluminum die casting, and ensure offering more high quality cast parts. Ts die casting technology focuses on the troubles in die casting process, addresses defect prevention in aluminum castings, analysis various parameters from die casting. This involves of molten metal and preheated die temperature, injection pressure and speed, the casting die cooling system design, and metal flow gating, venting and post-process operations. Adopt the below measurements to optimize and improve aluminum die casting process, largely increase production rate at mass production. Reducing Scrap Rate from 12% to 2.8%.
Optimize Casting Parameters
- Control Injection Shot: Adjust the parameters of molten metal injection, ensure the molten metal fill the die fully before solidification. And gain an uniform cooling when the molten aluminum alloy start solidify.
- Adjust Inection Pressure: Adjust Injection pressure (500–1,500 bar), create a fine surface and extrude trapment gas and reduces porosity.
- Use Die Lubrication: The release agent is sprayed on the core and cavity of the die when the cast part is sperated from the die, and avoid stick the die and ensure a good flow.
| Parameter | Typical Range |
|---|---|
| Injection Pressure | 500-1500 bar |
| Molten Aluminum Temperature | 650-720°C |
| Die Temperature | 180-250°C |
| Fill Time | 20-150 ms |
| Vacuum Pressure | <100 mbar |
Optimize Mold Design & Maintenance
- Improve venting setting: Design approperiate venting channel, and extrude the trapped gas inside molten aluminum alloy, reducing prosity of cast part.
- Design reasonable draft angles: The reasonable draft angles for ejection helps the cast part separate from the die, and prevent stick the die and any wrapping from overheavy weight ejection power.
- Improvement of Cooling Channels: Optimize cooling system, gain ununiform cooling on the surface of it, improve the integrated structure of cast part.
- Regular Maintenance: After some time for die casting machine and dies, have a breakdown, keep a regular maintenance, improve residues on the cavity and core and the die, ejector pin stuck and ensure high efficiency mass production.
Control Melting & Metal Quality
- Select High Quality Aluminum Alloys: Select high quality aluminum alloy, avoid worse part structure from Zn, Fe impurity.
- Degassing Method: high pressure Nitrogen to extrude hydrogen inside the molten aluminum alloy, and reducing porosity.
- Temperature Control: Maitain the range from 650 to750°C, prevent the risk of cold shut and hot tear.
Process Monitoring & Automation
- Install Real-Time Sensor: Install some real-time sensor on the key operation positions, collect the key data, and as a powerful accessment.
- Strengthen Automation of The Casting Process: Automatic production line can reduce some errors caused by labor operaation, and ensure the steady of mass production and consistent quality casting part.
- The Advanced Inspection Equipment: X-Ray/CT Scanning is introduced, inspect internal defects in critical parts.
Post-Casting Best Practices
- Trimming and Deburring: As most common post-process, which is indispenable part in die casting factory. For the burrs and flashes on the surface of as-cast part, works should remove the burrs and flashes on the part.
- Heat Treatment: To improve the mechanical features of the cast part, comply with the requirements of the client, they may be done heat treatment, aim to the client application standard.
- Strict Quality Control: Every process of die casting process should conduct strict aluminum die casting quality control, not exception of post-casting practices. Inspector should check all cast part so that ensure the mass product high quality.
Training & Documentation
- Operator Training: Management Clerks should have a regular operator training. Depends on the status of mass production, make controlable operation documents and release operation regulations.
- Root Cause Analysis: If the problem is resolved completely, we should track the root cause the defective part. By analyzing deeply the reason that cause the defective problem, and find best solution.
- Make Reward and punishment Regulation: The regulation can excitate workers to regulate their operations, and supervise their own behaviors, aim to the target of quality control.
Common Friendly FAQ
Q1. What is the most common defect in aluminum die casting?
Porosity is the most common aluminum die casting defect. It is usually caused by trapped gas, inadequate venting, improper injection parameters, or poor molten metal quality.
Q2. How can porosity be reduced in aluminum die castings?
Porosity can be reduced through vacuum die casting, improved venting systems, optimized gate design, proper degassing, stable metal temperatures, and real-time process monitoring.
Q3. What role does mold design play in reducing casting defects?
Proper mold design improves metal flow, venting, cooling uniformity, and ejection performance. A well-designed die significantly reduces porosity, cold shuts, flash, shrinkage, and warpage.



















