
Good solutions to reduce porosity in aluminum die casting can improve the appearance and integrated structure of aluminum die castings. Aluminum die casting parts are very lightweight cast material, and ease to cast and having free intricate geometies. But the process is cold chamber die casting, which require higher temperature, and ensure precision dimensions , strong strength and good mechanical structure stability of cast parts. So aluminum die casting parts can be used well in some advanced industries, such as aerospace and aircraft, militery defence and automotive Counterweight components. Today, we will explore good solutions to reduce porosity in aluminum die casting in further.
What is Porosity In Die Casting ?
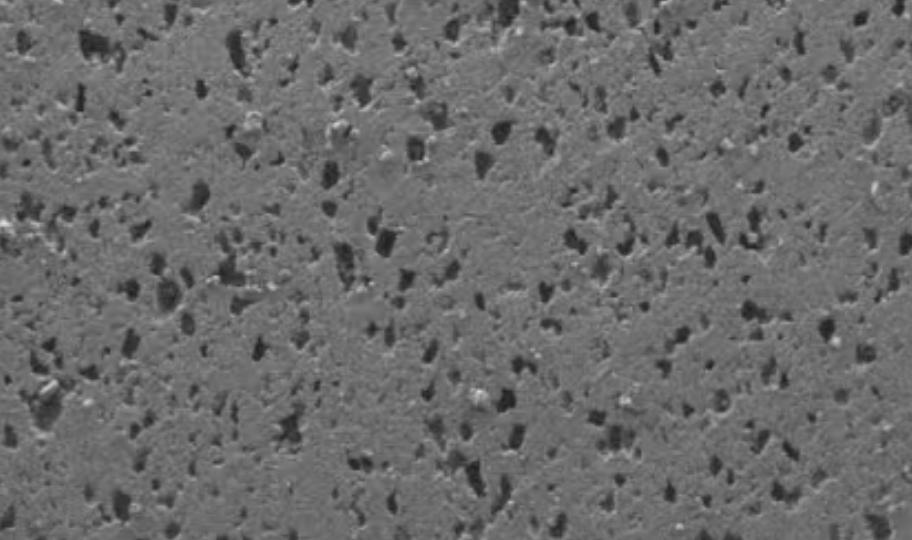
Some voids, tiny air pockets formed inside or on the surface of cast parts when molten metal is cooled and solidified inside the die. It is called as “porosity”in engineering Semantics. Porosity is one of the most common defects in aluminum, zinc, and magnesium die castings and can significantly affect the mechanical strength, pressure tightness, machinability, and surface finish of the finished part.
Porosity is primarily caused by trapped gases, solidification shrinkage, or a combination of both. During the high-pressure die casting process, molten metal is injected into the steel die cavity at high speed. If air cannot escape efficiently through the venting system, or if the molten metal shrinks during cooling without adequate feeding pressure, voids can form within the casting.
Common two types of porosity defects in die casting as follow:
Gas Porosity
Caused by trapped air, gases, or vapor during mold filling. Gas porosity usually appears as smooth, round, or spherical voids. It reason may source from inadequate venting, excessive turbulence, or improper injection parameters.
Shrinkage Porosity
Caused by the volume reduction of molten metal as it solidifies. Shrinkage porosity typically appears as irregular cavities in thicker sections of the casting where insufficient pressure or poor feeding makes molten metal uncompletely filling the cavities.

Micro Porosity
microscopic voids distributed within the casting that are often invisible to the naked eye.When the aluminum alloy contracts and insufficient molten metal is available to compensate for the volume reduction. Inadequate holding pressure, poor gate and runer design, Non-uniform wall thickness, Improper die temperature or insufficient cooling and Inadequate venting may cause micro porosity.

| Type | Cause | Appearance | Solution |
|---|---|---|---|
| Gas Porosity | Trapped gas | Round holes | Vacuum casting |
| Shrinkage | Solidification | Irregular voids | Feeding optimization |
| Micro Porosity | Improper cooling | Small pores | Pressure optimization |
Excessive porosity can lead to air or liquid leakage, reduced tensile strength, poor fatigue resistance, machining defects. Therefore, controlling porosity is a critical aspect of die casting mold design, process optimization, alloy selection, and quality inspection. Our engineers reduce porosity by optimizing gate and runner design, improving die venting, using vacuum-assisted die casting, controlling melt and die temperatures, optimizing injection speed and holding pressure, applying mold flow simulation, and performing X-ray or CT inspection to verify internal quality. For pressure-tight components, vacuum resin impregnation is also widely used to seal microscopic pores and improve leak resistance.
Proven Solutions to Reduce Porosity In Aluminum Die Casting
Aluminum alloy are multi-porosity alloy metal, which generates much hydrogen when they are molten by high temperature. This leads to much pin porosity on the surface of cast part during aluminum die casting. Solutions to reduce porosity in aluminum die casting, our well-experienced technician should take some meatures to extrude these gas within the molten aluminum alloy completely, even more vaccumm die casting. And down the below measures.
Optimize Casting Process
Melting ahead and Overflow The Gas Within The Melton Alloy: Melting aluminum alloy ahead and overflow the hydrogen generates when melting aluminum alloy, and keep the steady temperature molten aluminum alloy in furnace and eusure also the purited aluminum alloy.
Adjust Inection Pressure: Get Injection pressure (500–1,500 bar), complete gain a fine surface and extrude trapped gas within the metal flow and improve porosity on the cast parts.
Optimize Mold Design & Maintenance
Design appropriate venting channels: Design approperiate venting channel for the cast die, and extrude the trapped gas inside molten aluminum alloy by using high temperature nitrogen, generate ammonia and discharge, optimize prosity of cast part.
Improvement of Cooling Channels: Modifying and optimizing ununiform cooling on the surface of it, improving cooling channels makes the cast part cooled uniformly. Reduce cold shut and shrankage.
Regular The Toolings Maintenance: After some time for die casting machine and dies, a breakdown is done, conduct a regular casting die maintenance and repair, ensure trapped gas inside molten metal discharge and finish an accummn casting process.
Control Melting & Metal Quality
- Select High Quality Aluminum Alloys: High quality aluminum alloys, which is the content of less impurities, ensure less porosity on the cast parts.
- Degassing Method Is Adopted: With high pressure nitrogen, elimit the hydrogen within the molten metal, reduces porosity on the cast parts.
- Temperature Control: Maintain the range from 650 to750°C, prevent the risk of the molten metal different temperature.
- Computerious Contol System Operation: Ensure the precision of the cast parts, and high quality production effective.
Improved Cooling System
An optimized cooling system is one of the most effective ways to reduce porosity, minimize cycle time, and improve the overall quality of aluminum die castings. During the high-pressure die casting process, the cooling system controls how quickly and uniformly molten aluminum solidifies inside the die cavity. Well-designed cooling channels promote balanced solidification, reducing shrinkage defects, thermal distortion, and residual stress.
Vaccum Impregnation
Focus on Mcrio porosity on the surface of aluminum die castings, which isn’t eliminated, but the micro porosity can be improved effectively by some effective sealing treatments. Vaccum impregnation is one of good solutions to reduce porosity in aluminum die casting. Put the porosity aluminum die casting component into specific resin solution cmpletely, achieve vaccum impregnation, let resin fills into pinholes on the surface of cast part fully, after waiting for a long time, take the sealed aluminum die casting away from the resin solution. Finish vaccum impregnation treatment for aluminum die casting part.
Additional Plating Zin to Cover Pin Porosity On The Cast Part
Zin Metal is regarded as most adhesive metal material for metal substance. As one of solutions for reducing porosity stats on aluminum die casting part, it is easy to coat on the surface of metal part, and produces a smooth fine surface. Meanwhile, The plating zin thin layer is also bond of other electroplating materials and enhance the durability of metal part and aesthetisc appeal functions. As the special media activate substance, helps more different metal part to treat various die casting part surface finishes and aim to increase their corrosion resistance and wear resistance.
X-ray Inspection
The NTD(non-destructive testing) is one effective inspection approach to detect internal defects inside die casting part by X-ray pass through aluminum die casting part and captured by digital detector. Areas containing internal voids or defects absorb fewer X-rays than solid metal, creating clear contrast images that reveal the location, size, and distribution of internal imperfections. Identifying various internal casting defects, including: Gas porosity,Shrinkage porosity,Micro porosity,Air entrapment,Internal cracks,Cold shuts,Inclusions and oxide films,Incomplete filling in thick sections. Early detection of these defects helps prevent machining failures, pressure leakage, and premature component failure in service.
Top tips for reducing the defective parts during aluminum die casting process can optimize and improve the quality of the aluminum cast parts in efficiency. Through the above measurements, porosity status in aluminum die casting can be improved well.
Case Study: Good Solutions to Reduce Porosity Status On Aluminum Die Casting Transmission Housings

Improving Real Aluminum Die Casting Transmission Housing
This is real case study for good solutions to reduce porosity in aluminum die casting . Because porosity defect can impact part mechanical properties, leakage and poor surface finish, so we should have some solutions for reducing porosity stats, and ensure the cast part integrated structure and fine surface. By improvement of porosity in alumiunm transmission housings, we show our strong troubleshooting ability for resolving high porosity rate on aluminum casting parts in die casting process step by step.
Because porosity defect can impace part mechanical properties, leakage and poor surface finish, so we should have solutions for reducing porosity stats, and ensure the cast part integrated structure and fine surface. By improvement of porosity on alumiunm transmission housings, we show our strong troubleshooting ability for resolving high porosity rate in aluminum casting parts in die casting process step by step.
Facing The Porosity Problem, Detect The Defective Part, Start Problem Analysis
- The Decfective Part Status: Aluminum die-cast automotive components, Automotive Transmission Housings have a high porosity levels (initially 8-12%) detected via X-ray inspection, leading to part rejection and high production cost.
- Root Causes for Factors: Gas Porosity, air entrapment and impurities inside the molten aluminum alloy or poor venting in the die, lead to high porosity rate in mass production. Shrankage porosity, inadequate cooling method, makes the aluminum part uneven cool, and causes partical shrankage in different part of a cast part,maybe generate porosity.
- Process Parameters: Incorrect injection speed and pressure, lead to the common defective issue.
- Unappropriate Melting Temperature: Different molten aluminum temperature is mixed together, cause a gap cooling for cast part when it is solidified, and easy to produce porosity stats.
Making Solutions and Implement them
- Die Design & Venting Improvements:
- Process Optimization
- Cooling System Enhancement
- Material & Quality Control
Access Results & Improvements
| Parameter | Before Improvement | After Improvement |
|---|---|---|
| Porosity Level | 8-12% | 2-4% |
| Scrap Rate | 15% | 5% |
| Mechanical Strength | 220 MPa | 250 MPa |
| Leakage Failures | 10% | <2% |
Improvement Of Process Technique
To seek for high quality automotive parts aluminum die casting, die casting process technique should be created and improved. die casting manufacturer should execute the below good solutions for reducing porosity status.
Implement Real-Time Porosity Monitoring
Die casting technician implement real-time porosity monitoring, once the problem occourred, they can solve the problem in time in frequent mass production, and have timely adjustment, and reduce porosity rates and improve largely the quality of the cast parts during mass production.
Explore Advanced Simulation Software
These advanced simulation software helps us to design high perfermance high steel casting die, and detect some predictable porosity issues and resolve it ahead. This make saving more labor and time cost for modification and optimization of the die.
Experiment With Semi-Solid Casting
Semi-solid casting is a metal forming process where aluminum alloy is processed in a partially solid, about 40% solid metal. Inject the semi-solid metal into the cast die. For high-integrity components, this method reduces porosity, delivering high-integrity, and enhances dimensional stability compared to traditional die casting. So semi-solid casting is ideal for automotive component.
Die Casting Project Quote
Professional IATF 16949 die casting factory, send your CAD files to us and gain fast quotation.



















