
As industrial products continue to evolve toward miniaturization, multifunctionality, and integrated assembly, manufacturers increasingly require complex zinc die cast part design, which involves intricate geometries, thin walls, precision threads, deep cavities, multiple undercuts, and tight dimensional tolerances.
Compared with machining, stamping, and plastic molding, zinc die casting provides a unique combination of dimensional precision, excellent surface finish, high production efficiency, and cost-effective mass production. Zinc alloys exhibit exceptional fluidity and can reproduce complex features that would otherwise require multiple manufacturing operations. However, some challengeous engineering design issues need to be resolved during complex zinc die casting part design. such as
- Metal flow imbalance
- Air entrapment
- Shrinkage porosity
- Die sticking
- Dimensional variation
- Tool wear
- Difficult ejection
Successful production requires a systematic approach integrating DFM analysis, mold flow simulation, tooling engineering, process optimization, and quality control.
Advantages For Zinc Die Casting Prototyping
- Superior thin-wall: Zinc can achieve walls as thin as 0.4 mm (0.016 inches) consistently,30-50% thinner than comparable aluminum castings.
- Exceptional dimensional accuracy and stability: Holds tolerances of ±0.025 mm per mm, minimal thermal shrinkage (0.7-1.0%) compared to aluminum (1.2-1.5%), consistent repeatability across millions of parts.
- Integrated assembly features: Replicates die surface details with ASA 1-2 surface finish (5-25 microinches), produces sharp corners, fine logos, and intricate textures, like functional gears, decorative emblems and multi-functional housings with littering below 0.3 height.
- Exceptional strength-to-size ratio: Cast-in threads (internal and external) eliminating tapping operations, precision locating pins and bosses for automated assembly, snap-fit tabs and living hinges,bearing surfaces and wear pads cast and heat sinks and cooling fins integrated into housings.
- Superior surface finish and cosmetic versatility: Highest impact strength of all die casting alloys, up to 41,000 psi tensile strength (Zamak 3), maintains properties in ultra-thin sections
- Cost effeciency: High production rates (up to 1,000+ shots/hour), Long die life (1-3 million shots) maintains precision and High material yield with efficient gating.
DFM Principles for Complex Zinc Die Cast Part Design
Design for Manufacturability (DFM) should begin before mold construction. Zinc die casting process has a fast cycle time, manufacturer should consider of designing high performance, long life, consistent tight-tolerance dimensional cast parts output at high volume and minimal defects precision cast die. These key details are attended.
Mold Flow Analysis for Complex Zinc Die Cast Parts
Mold flow simulation tools can predict some common defects in advance in die casting before tooling construction. For mold flow analysis for zinc die cast parts, Magmasoft and flow-3d cast are common testing tools. For precision communication part, consumer electrics and automotive components, require different tigh-tolerance structural cast parts. The mold flow simulation tool enables engineers to predict some common defects such as filling behavior, air entrapment, shrinkage, thermal balance, pressure distribution, weld lines.
Tooling Design for Complex Zinc Die Cast Components
Complex structural zinc die cast parts require more mutil-functional tooling to cast, engineers add some additional functions on initial cast die.
Multi-Slide Mold Systems
Side cores, Hydraulic slides, Mechanical slides, Lifters. These functions may create Undercuts, cross holes and some internal features.
Cooling System Optimization
Keep uniform cooling in die casting, ensure the molten metal fills into the cavity of the die fully quickly, allows uniform cooling after solidify.
Mold Material Selection
Choose the best steel among H13, SKD61, 8407, And finish tooling construction. The tooling must be ultra-precision cavity and endure impacts and frications in hundreds of thousand times.
Tolerance Design for Complex Zinc Die Cast Parts
Typical zinc die casting tolerances exceed those achievable by many casting processes.
Recommended Tolerance Guidelines
| Nominal Dimension | Typical Tolerance |
|---|---|
| 0–25 mm | ±0.05 mm |
| 25–50 mm | ±0.08 mm |
| 50–100 mm | ±0.10 mm |
| 100–200 mm | ±0.15 mm |
Quality Control Throughout Production
Combining ISO 9001 2008 with IATF 16949 2016 quality manufaturing system, implement incoming goods inspection, In-Process Quality Control, QF and AQ strictly. Through These advanced precision inspection instruments, ensure 100% qulified goods shipped.
Surface Finishing Options
Complex zinc die castings can receive various secondary finishes:
- Electroplating: Decorative appearance, Corrosion resistance
- Powder Coating: provide durability and color flexibility
- Painting: lower cost surface finish option. extends life time and protective layer.
- Chromate Conversion Coating: Provides additional corrosion protection.tection.
Case Study: Complex Zinc Die Cast Electronic Housing
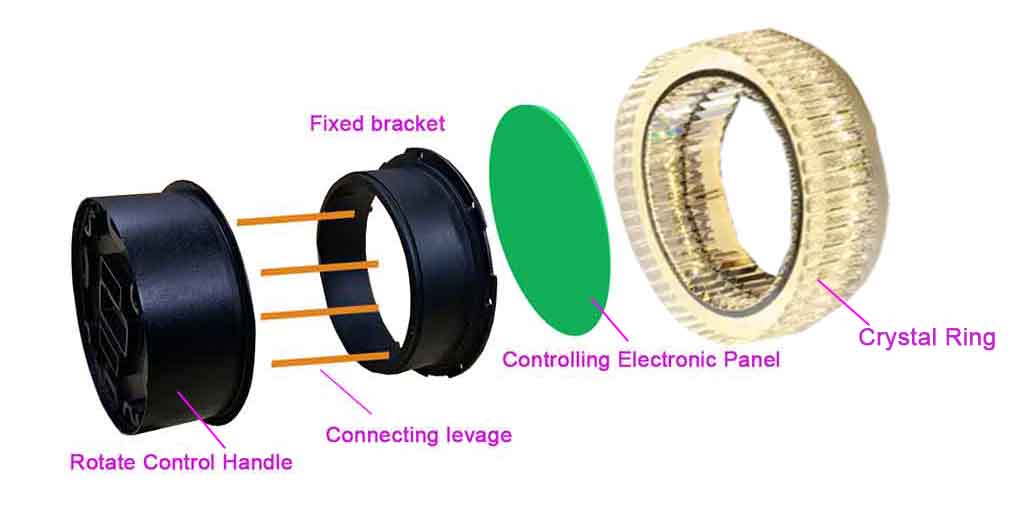
Customer Requirements: Control Switch On Hotel, precision CNC machining, accuracy tolerance is ±0.001mm, rib and boss both available, hole and thread, fix the PCB board on the male part, put into female part, through turning and control light dim.
Engineering Actions: DFM Review, mold flow simulation testing, vacuum die casting, up to uniform cooling, With two cavities on one die, 1.5s shot per cycle cast. accuracy dimensional tolerance is up to ±0.1mm. Porosity reduced by 70%, Machining operations reduced by 40%, Finished product rate is 90%.
Die Casting Project Quote
Find one of professional die casting factory to finish your project? If you want, please contact us by Email here !
How TS Die Casting Technology Supports Complex Zinc Die Casting Projects
Various die casting components design of specific requirements, include of regular die casting part design and the design of custom die casting. With advanced computer-aided design (CAD) software and simulation tools, our engineers draft a right visual guide to troubleshooting zinc castings. The below is advantages of our design of complex zinc die cast part.

Mold Flow Engineering
Tesing Metal flow simulation Testing, filling evaluation, defects prediction, further improvement and optimization of design of the die.
Advanced Production Facilities And Automated Production Lines
Equipped with advanced equipment, From hot chamber die casting machines to automated finishing systems. These automated production lines enable have a high efficiency production at high volume. Under real-time monitoring systems, technician can handle the quality of the cast parts. ensure steady quality custom zinc die castings.
Engineering Design Capability
Provides diversity die casting design solutions, supports end-to-end design, including:
Concept development and feasibility analysis
Zinc die casting part design online
Tooling design and optimization
Prototype production and testing and accept a small volume specific products.
Quality Control and Certification
Implement a strict quality control system in die casting manufacturing process, follow international standards, such as ISO 9001 and IATF 16949. Incoming material is inspected by IQC, Cast parts On production line is tested, and Finished products are reviewed, tguarantee product reliability and performance.
Post-processing Operations
- Die Casting Parts Electroplating
- Laser Marking On Die Castings
- Die Casting Parts Polishing
- Die Casting Parts Surface Finish
- Die Casting Parts CNC Machining
Tscasting Technology provides value-added services such as custom creative design, surface finishing, turnkey project solutions. These finishing options include the below issues.
Conclusion
Design of complex zinc die cast part is highly advantageous. its design is so easy due to the cutting edge computerial design software, which ensure the tight tolerance of dimension and perfect structural performance of the cast part. Even to the detail design and makes the cast part more functions and longer life time.
Frequently Asked Questions (FAQ)
What is considered a complex zinc die cast part?
A component containing thin walls, deep cavities, multiple ribs, undercuts, threaded features, tight tolerances, or intricate geometries is generally considered a complex zinc die casting.
What is the minimum wall thickness achievable in zinc die casting?
Many applications can achieve 0.5–1.0 mm walls, while specialized miniature components can be even thinner under optimized conditions. If on-demand customer tolerance range is ±0.03mm, The cast part required secondary precision CNC machining.
Why is mold flow analysis important?
Mold flow simulation predicts filling behavior, porosity, air entrapment, and thermal conditions before tooling is manufactured, significantly reducing development risk.



















