
Zinc die casting prototyping design using flow simulation tools can assist designer and engineer optimize the mold design better. With the rise of some newly industries, zinc die casting requires continueous enlarge scrope of its application. Meanwhile, the technique for zinc die casting requests more and more accurate and precision. In order to reach the established target, engineers and mold technician request spending more collaborating work and debate to finish a real qualified casting die manufacturing, because design principle from engineers should be realized by mold technician through their actions. Since advanced simulation tools are born, die casting design and manufacturing become simply and time-saved, whenever MAGMAsoft Optimizes Aluminum Die Casting or zinc die casting .
Understanding Zinc Die Casting Prototyping Design
Some inevitable troubles may be arised during casting die manufacturing process when there are the divergence between the desired design of client and real physical operation. These additional troubles can exhaust more labor cost and time for repairing and improving the die. Now, the first shot success zinc die casting prototyping uses flow simulation tools, as advanced predictive computeral plugin can find some trouble and leakage holes in die casting process design in advance, and improves and optimizes the die casting process timely.
In the hot chamber die casting virtual prototyping simulation, engineers can predict some common defects in zinc die casting, and employ proper improved solutions to modify the design of the mold, and optimize and adjust some design and achieve the best result.
Zinc Die Casting Prototyping Design Gets Incredibly Close
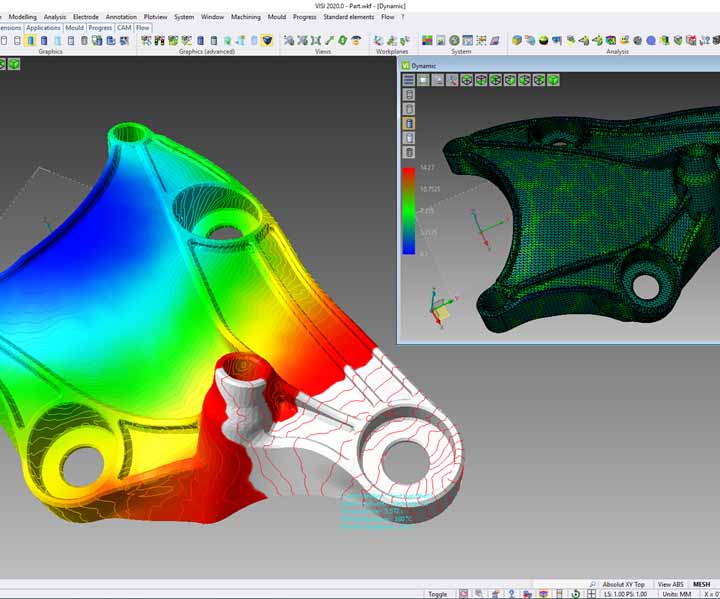
When zinc die casting prototyping design is beginning , engineers may use MAGMASOFT, FLOW-3D CAST, AnyCasting, and ProCAST. Which are no longer simple flow simulators, but become virtual prototyping platforms that can predict for die casting process. It can provide more supports and helps for zinc die casting design and trial prototyping. With die casting virtual prototyping tools, engineers do metal flow analysis, die thermal control, improve and optimize venting and gating system, to correct the initial cast die design, and get the best design result.
Typical Zinc Casting DFM Defects
| Poor DFM Design | Resulting Problem |
|---|---|
| Thick section transition | Shrinkage porosity |
| Sharp corners | Cracks & turbulence |
| Thin isolated walls | Misrun |
| Poor venting | Air traps |
| Complex undercuts | Expensive tooling |
| Unbalanced filling | Cold shut |
Good solutions For zinc die casting DFM Defects
- Polit for Filling Pattern: show exactly how the molten zinc will fill the cavity, identifying potential areas where air can be trapped and can’t escaped smoothly or where the flow might be blocked by impurity or residues on the cavity on die, causing “cold shuts.”
- Solidification & Porosity Analysis: Predicting Internal Quality Predict where the material will solidify last, and shrinkage and porosity will occur. This allows engineers to improve cooling channel and overflowing impurity within molten metal. Or with added pressure to escape trapped air within molten zinc metal flow . and minimizing porosity status on zinc die casting part.
- Die Thermal Management: Simulates the temperature of the die itself throughout the cycle. This is critical for predicting “soldering” (where zinc sticks to the die steel) and for ensuring consistent cycle times and part quality. The below main reasons to cause zinc sticks to the steel die.
- Die Temperature too hot, keep longer time molten zinc melt a bit iron, lead to the surface of the die is damaged and stick the die.
- Surface Finish or Die Steel Type Improper, rough surface of the die is very easy to make zinc stick the die.
- Release agency is not sufficient and make zinc stick the die.
- Vent and gate channel improper setting causes uneven cooling and cold shut, at last stick to the steel die.
- Improper zinc alloy composition cause defective zinc cast part and stick to the die.
- Stress & Distortion Analysis: Forecasting Dimensional Accuracy They can predict how the die will expand under heat and how the part will warp as it cools, allowing for compensatory measures in the die design. This will be convenient to modify and improve the die performance during the die design.
- Parting Line Optimation: Die thermal is too hot or long time injection, easily causes long flash on the parting line of the cast part, adjust die thermal, and reduce injection pressure, fill the molten metel flow into the cavity of die fully. minimzes the flash on the parting line on the cast parts.
- Venting And gates system Improvement And Optimization: improve the venting channels and gate system, avoid air entrapped within the molten metal, under proper pressure, escape the entrapped gas from venting channels, optimizes the gate system, fill the metal flow into the die fully, avoid misrun.
- Hole & Thread Design: Hole and thread design design is to ensure its cast part integrated structure and addtional functionalities. The typical tolerance is up to ±0.03MM.
Die Casting Project Quote
Professional OEM die casting factory to finish your project? If you want, please send 3d file to us !
Zinc Die Casting Prototyping Design Advantages And Benefits
The zinc die casting prototyping tools, these design flow simulation tools bring more benefits and advantages to engineers and design, either shortening the delivery time or saving more time and cost for designing and manufacturing the precise cast die. create time-to-market acceleration and fast rapid prototyping service.

1. Cost Reduction & Minimizing Rework Benefits
- Reducing Physical Prototyping Cycles: This is the single biggest cost saver. Instead of building 5-10 expensive metal molds , omitting mold technician trial prototyping actions, and assist engineers perfect the design digitally at one stop.
- Reduced Rework and Scrap: By predicting defects like porosity, air traps, and short shots in the virtual stage, optimizing time-consuming mold rework (welding, re-machining). Without any material waste from defective parts.
- Optimized Material Usage: The Flow Simulation helps engineers and designer to create perfect cast die and use the minimum amount of material necessary without compromising integrity, leading to direct savings.
- Extended Tool Life: By predicting temperature variations (thermal stress) and pressure loads, modify and improve the performance of the die, eliminite the die fatigue, failure, and wear, extending their service life.
2. Time-to-Market Acceleration
The first shot success for zinc die casting prototyping dramatically Shortens Development Cycle: Engineers take hour or days, while designing the mold, and conduct “simulate-analyze-optimize” digital loop, and finish the perfect die design. The digital model can be shared instantly between design, manufacturing, and tooling engineers. And work on the same virtual prototype simultaneously, breaking down departmental silos. All potential defect is resolved in much fast with flow simulation tools. Like every variable (temperature, pressure, flow speed) can be visualized and measured, unlike in a physical trial.
3. Predict Some Trouble hits In Advance, Improve and Optimize The die Design
The first shot success zinc die casting prototyping: Flow simulation tools accurately predict: Air Entrapment, Shrinkage & Porosity, let engineer find defects and trouble ahead. Engineers can make some ideas to optimize and improve die design . By the comperual aided design software, ensuring a sound microstructure and minimizing internal defects, the final part achieves its intended strength, durability, and performance. Preventing surface defects like flow lines, jetting, and air burns before the die fabrication.

4. Risk Mitigation & Innovation Enablement
The zinc die casting prototyping simulation reduces high-cost production mold and avoid significant financial risk. It provides the data and confidence to make that investment with a high degree of certainty about the outcome. With it , Engineers can quickly and cheaply test radical ideas. Operate the vitual die casting process, and have a perfect die design, This fosters innovation without physical cost. reach to first shot success for zinc die casting prototyping.
Applications Of Zinc Die Casting Virtual Prototyping
Zinc die casting virtual prototyping is widely used to simulate, validate, and optimize casting performance before physical mold manufacturing. It helps engineers reduce defects, shorten development cycles, and improve first-shot success rates.
- Automotive Components: Some automotive accessories, like car key case covers, car USB charger display panels.
- Electronic Housings: Solid and good strength, and IMD shielding.
- Communication Equipment: Miniature zinc die casting is excel at communication, IoT and 5G fields.
- Precision Lock & Security Hardware: Smart lock housings and some safe belt buckets.
- Decorative Hardware: Excellent surface finishing, allows various surface treatments.
Conclusion
In Summary, Zinc die casting virtual prototyping uses mold flow, thermal, and solidification simulation to optimize casting quality, reduce defects, and improve tooling efficiency across automotive, electronics, communication, and precision hardware industries.
FQA
What software is used for mold flow simulation?
Mold flow simulation software virtually analyzes molten metal filling, cooling, solidification, and defect formation before mold manufacturing. They include the main common tools as the below:
- MAGMASOFT: Advanced filling, solidification, thermal, and porosity simulation for die casting optimization.
- FLOW-3D CAST: High-accuracy molten metal flow and defect prediction simulation software.
- AnyCasting: User-friendly casting simulation tool for flow, cooling, and shrinkage analysis.
- ProCAST: FEM-based software for thermal, stress, and solidification simulation.
- Autodesk Moldflow: Mainly used for plastic molding flow analysis and mold optimization.
- NovaFlow&Solid: Simulates metal filling and solidification behavior in casting processes.
What defects can virtual casting predict?
Virtual casting simulation can predict many common zinc die casting defects before mold manufacturing and production trials.
| Defect Type | Brief Description |
|---|---|
| Cold Shut | Incomplete fusion of molten metal flow fronts. |
| Shrinkage Porosity | Internal voids caused by uneven solidification shrinkage. |
| Gas Porosity | Air bubbles trapped inside the casting during filling. |
| Air Entrapment | Turbulent flow captures air pockets in the cavity. |
| Flow Marks | Visible surface streaks caused by unstable metal flow. |
| Misrun | Incomplete cavity filling due to poor flow or low temperature. |
| Flash | Excess metal leakage along the parting line. |
| Die Soldering | Molten metal sticks to die surfaces during casting. |
| Hot Spots | Localized overheating areas causing shrinkage defects. |
| Warpage | Casting deformation caused by uneven cooling stress. |
| Cracks | Thermal or stress-induced fractures in the casting. |
| Oxide Inclusion | Oxide films trapped inside molten metal flow. |
What is first-shot success in die casting?
First-shot success in die casting means the mold produces qualified cast parts with minimal defects during the initial production trial, without requiring major mold modifications or repeated debugging.
Key Factors For First-Shot Success
| Engineering Factor | Purpose |
|---|---|
| Mold flow simulation | Predict filling and porosity behavior |
| Proper gate design | Ensure balanced molten metal flow |
| Thermal management | Control die temperature stability |
| DFM optimization | Improve manufacturability |
| Venting design | Reduce trapped gas defects |
| Accurate machining | Maintain mold precision |




















